Tiêu chuẩn quốc gia TCVN 12865:2020 về Máy và thiết bị khai thác và gia công đá tự nhiên - An toàn - Yêu cầu đối với máy hoàn thiện bề mặt
Tiêu chuẩn quốc gia TCVN 12865:2020 về Máy và thiết bị khai thác và gia công đá tự nhiên - An toàn - Yêu cầu đối với máy hoàn thiện bề mặt
| Số hiệu: | TCVN12865:2020 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2020 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN12865:2020 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2020 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
1 Trục chính |
5 Bàn đỡ sản phẩm |
|
2 Dụng cụ mài (đánh bóng) |
6 Ray |
|
3 Cầu máy |
7 Bảng điều khiển |
|
4 Sản phẩm cần gia công |
8 Tủ điện |
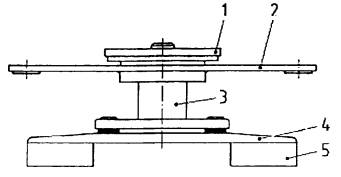
Hình 1 - Ví dụ về máy hoàn thiện bề mặt với bàn cố định và cầu ngang di động (kiểu cầu)
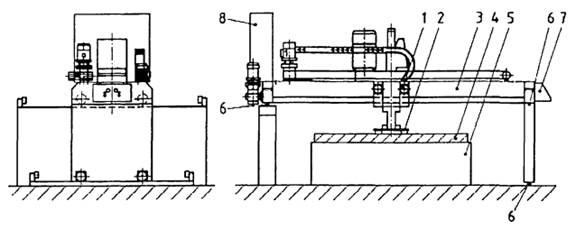
Các thiết bị an toàn không được minh họa
CHÚ DẪN
1 Trục chính
5 Bàn đỡ sản phẩm
2 Dụng cụ mài (đánh bóng)
6 Ray
3 Cầu máy
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
4 Sản phẩm cần gia công
8 Tủ điện
Hình 2 - Ví dụ về máy hoàn thiện bề mặt với bàn cố định và cầu ngang di động (kiểu bán cổng)
3.2
Máy hoàn thiện bề mặt có băng tải và tay mang trục chính cố định hoặc di động (Surface finishing machine with belt conveyor and fixed or mobile spindles-holding beam)
Máy có chuyển động ăn dao bằng cơ khí, có băng tải hoạt động liên tục và một tay mang trục chính được thiết kế để mài hoặc đánh bóng theo mặt ngang của phiến đá (xem Hình 3) bằng cách sử dụng một đầu mài hoặc đầu đánh bóng phù hợp, sử dụng nước làm mát trong quá trình làm việc. Bộ phận công tác ít nhất có hai chuyển động vuông góc với nhau.
CHÚ THÍCH 1: Máy này có thể được trang bị các thiết bị sau:
a) Hệ thống thay đổi đầu mài hoặc đánh bóng với khóa kiểu lưỡi lê;
b) Các phụ kiện để hiệu chỉnh;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
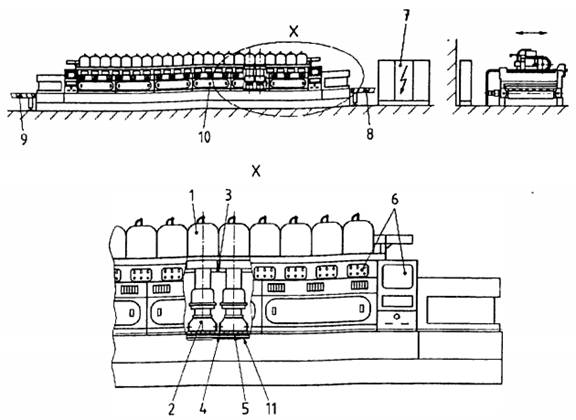
Các thiết bị an toàn không được minh họa
CHÚ DẪN
1 Trục chính
5 Sản phẩm cần gia công
9 Con lăn tải dỡ sản phẩm
2 Đầu mài hoặc đánh bóng
6 Bảng điều khiển
10 Tấm đậy phía trước (cửa trượt)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7 Tủ điện
11 Bàn công tác
4 Băng tải
8 Con lăn tải cấp sản phẩm
Hình 3 - Ví dụ về máy gia công bề mặt có băng tải và tay mang trục chính cố định hoặc di động
3.3
Máy mài tấm (Slab machines)
Máy được mô tả trong 3.1 hoặc 3.2 được thiết kế để đánh bóng các tấm đá xẻ thông thường có độ rộng lớn hơn 1m.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy mài cho sản phẩm dạng băng hoặc viên (Strip or tile machines)
Máy được mô tả trong 3.1 hoặc 3.2 được thiết kế để đánh bóng các sản phẩm có độ rộng nhỏ hơn 1m.
3.5
Bánh dẫn (Running gear)
Chi tiết dẫn hướng nằm ở trên ray và đỡ cầu máy.
3.6
Miếng mài hoặc đánh bóng (Grinding or polishing segment)
Chi tiết để mài mòn vật liệu của sản phẩm gia công
CHÚ THÍCH 1: Trong quá trình này, bản thân miếng mài hoặc đánh bóng cũng bị mài mòn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN
1 Miếng mài hoặc đánh bóng
2 Bộ phận dẫn hướng vào khớp
Hình 4 - Miếng mài hoặc đánh bóng
3.7
Đầu mài hoặc đánh bóng (Grinding or polishing head)
Các kiểu đầu mài hoặc đánh bóng khác nhau được sử dụng như là một dụng cụ để gắn các miếng mài hoặc đánh bóng thích hợp.
CHÚ THÍCH 1: Những đầu này có thể được thiết kế cho các chuyển động bổ sung khác nhau giữa các miếng mài hoặc đánh bóng và sản phẩm (chuyển động lắc, chuyển động hành tinh và các chuyển động tương tự).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
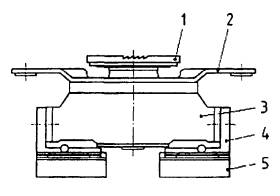
1 Đĩa răng
4 Bộ phận kẹp giữ miếng mài hoặc đánh bóng
2 Khung đỡ đầu mài hoặc đánh bóng
5 Miếng mài hoặc đánh bóng
3 Hộp bao che đầu mài hoặc đánh bóng
Hình 5 - Đầu mài hoặc đánh bóng chuyển động lắc
CHÚ DẪN
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
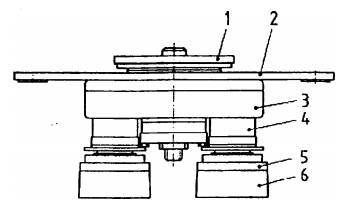
4 Mặt bích
2 Khung đỡ đầu mài hoặc đánh bóng
5 Bộ phận kẹp giữ miếng mài hoặc đánh bóng
3 Hộp bao che đầu mài hoặc đánh bóng
6 Miếng mài hoặc đánh bóng
Hình 6 - Đầu mài hoặc đánh bóng chuyển động hành tinh
CHÚ DẪN
1 Đĩa răng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2 Khung mang đĩa đầu mài hoặc đánh bóng
5 Miếng mài hoặc đánh bóng
3 Bích mang đĩa mài hoặc đánh bóng
Hình 7 - Đầu mài hoặc đánh bóng kiểu đĩa
3.8
Dẫn động chính (Main drive)
Cơ cấu dẫn động tạo ra sự chuyển động của dụng cụ cắt.
3.9
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dẫn động cho các trục điều chỉnh (điều chỉnh chiều cao, chiều tiến của dụng cụ cắt, ...)
3.10
Trục chính (Spindle)
Trục đặc biệt được dẫn động bằng động cơ để quay đầu mài hoặc đầu đánh bóng.
3.11
Tay mang trục chính (Spindles-holding beam)
Tay để đỡ các trục chính và cho phép trục chính chuyển động tịnh tiến luân phiên nhau.
3.12
Bàn công tác (Work bench)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.13
Thiết bị dẫn động máy (Machine actuator)
Cơ cấu dẫn động tạo ra chuyển động của máy.
3.14
Chế độ gia công (Machining mode of operation)
Chế độ tự động, chế độ lập trình, chế độ hoạt động tuần tự của máy với khả năng đặt và lấy sản phẩm tự động hoặc thủ công.
3.15
Chế độ cài đặt máy (Machine setting mode of operation)
Chế độ cài đặt, lập trình, tìm lỗi, kiểm tra chương trình, kiểm tra sự hoạt động của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Dừng hoạt động (Operational stop)
Dừng do các nguyên nhân vận hành, không ngắt kết nối nguồn năng lượng đến các thiết bị dẫn động, khi này trạng thái dừng được kiểm soát và duy trì.
3.17
PLC liên quan đến an toàn (Safety related PLC)
Bộ điều khiển logic lập trình thiết lập cho các ứng dụng liên quan đến an toàn.
3.18
Tốc độ quay danh nghĩa (Rated rotational speed)
Tốc độ trục chính không có dụng cụ cắt (không tải), tính theo vg/min, với giá trị vận hành danh nghĩa do nhà sản xuất quy định.
3.19
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khối lượng máy cùng với tất cả các bộ phận kèm theo không kể dụng cụ cắt.
3.20
Phạm vi tốc độ quay (Rotational speed range)
Khoảng tốc độ quay từ tốc độ thấp nhất đến cao nhất mà trục chính hoặc dụng cụ cắt được thiết kế để làm việc.
3.21
Văng ra (Ejection)
Chuyển động không kiểm soát được của sản phẩm hoặc các mảnh vỡ của nó hoặc các mảnh vỡ dụng cụ cắt của máy trong quá trình hoạt động.
3.22
Dự phòng (Redundancy)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ THÍCH 1: Xem EN 60204-1:2006, 3.44 và ISO 12100:2010, 6.2.12.4.
3.23
Giám sát (Monitoring)
Chức năng an toàn đảm bảo kích hoạt một biện pháp an toàn khi khả năng hoạt động của một bộ phận hoặc một chi tiết bị suy giảm hoặc các điều kiện làm việc bị thay đổi gây nguy hiểm.
3.24
Thời gian dừng không phanh (Unbraked run-down time)
Khoảng thời gian từ khi điều khiển dừng, nhưng không có phanh đến khi trục chính dừng hẳn.
3.25
Thời gian dừng có phanh (Braked run-down time)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3.26
Thông tin nhà cung cấp (Information of the supplier)
Báo cáo, tài liệu bán hàng, hướng dẫn vận hành và các tài liệu khác mà trong đó nhà sản xuất (nhà cung cấp) công bố hoặc là các dữ liệu cần thiết, ví dụ như của một loại vật liệu hoặc sản phẩm hoặc là vật liệu hoặc sản phẩm phải tuân theo các yêu cầu của một tiêu chuẩn bắt buộc nào đó.
3.27
Chức năng an toàn (Safety function)
Chức năng của máy mà nếu bị lỗi, có thể dẫn đến việc tăng rủi ro ngay lập tức.
[Nguồn: TCVN 7383 (ISO 12100), 3.30]
3.28
Bộ phận liên quan đến an toàn của hệ thống điều khiển (SRP/SC) (Safety-related part of a control system SRP/CS)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[Nguồn: ISO 13849-1:2008, 3.1.1]
CHÚ THÍCH 1: Tổ hợp của các bộ phận liên quan đến an toàn của hệ thống điều khiển bắt nguồn từ tín hiệu đầu vào liên quan đến an toàn (bao gồm, ví dụ: hoạt động của cam và con lăn của công tắc vị trí) và kết thúc tại đầu ra của bộ phận điều khiển công suất (bao gồm, ví dụ công tắc tơ chính của hệ thống bảo vệ).
CHÚ THÍCH 2: Nếu hệ thống giám sát được sử dụng để chẩn đoán, nó cũng được coi như SRP/CS.
3.29
Mức tính năng PL (Performance level PL)
Mức độ rời rạc được dùng để chỉ khả năng của các bộ phận liên quan đến an toàn của hệ thống điều khiển để thực hiện chức năng an toàn dưới các điều kiện có thể dự đoán được.
[Nguồn: ISO 13849-1:2008, 3.1.23, 4.5.1]
4 Danh mục các mối nguy hiểm đáng kể
Điều này bao gồm tất cả các mối nguy hiểm, các tình huống và trường hợp nguy hiểm đáng kể được đề cập trong tiêu chuẩn ISO 12100:2010, Phụ lục B. Chúng được nhận biết thông qua đánh giá rủi ro cho loại máy này, đồng thời yêu cầu phải có các biện pháp để loại bỏ hoặc giảm các rủi ro này.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Loại hoặc nhóm
Nguyên nhân
Hậu quả có thể xảy ra
Điều tham chiếu của tiêu chuẩn này
Mối nguy hiểm cơ học
Sự va chạm của chi tiết di động với chi tiết cố định
Chèn ép
Va đập
5.2.7, 5.2.8, 5.2.9, 5.3.3, 5.3.4, 5.3.5
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận cắt
Cắt và cắt đứt
5.3.4, 5.3.5
Các chi tiết đàn hồi
Chèn ép
Va đập
5.4.10
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vật rơi
Va đập
5.3.1, 5.3.2, 5.3.3, 5.4.8
Không ổn định
Chèn ép
Va đập
Bị va vào
5.3.1, 5.3.2, 5.3.3, 5.4.8
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Áp suất cao
Chèn ép
Va đập
Văng ra
5.4.6
Các chi tiết chuyển động
Cuốn vào
Mắc lại
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3.4, 5.3.5
Các chi tiết quay
Cắt, cọ sát, mắc vào, bị văng đi
5.3.4, 5.3.5
Mối nguy hiểm về điện
Hiện tượng điện từ
Các ảnh hưởng đến sức khỏe và các mô cấy ghép cơ-điện khác
5.4.7
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các bộ phận có điện
Tiếp xúc với các bộ phận có điện
5.2.8, 5.2.9, 5.4.3, 5.4.10
Không đủ khoảng cách với các bộ phận có điện áp cao
Tiếp xúc với các bộ phận có điện
5.2.8, 5.2.9, 5.4.3, 5.4.10
Các bộ phận trở thành có điện trong điều kiện hư hỏng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.8, 5.2.9, 5.4.3, 5.4.10
Ngắn mạch
Tiếp xúc với các bộ phận có điện
Sốc điện
Cháy
5.2.8, 5.2.9, 5.4.1, 5.4.3, 5.4.10
Mối nguy hiểm do nhiệt
Các vật thể và vật liệu với nhiệt độ cao hoặc thấp
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4.1, 5.4.3
Mối nguy hiểm do ồn
Quá trình sản xuất
Gây trở ngại cho các tín hiệu âm thanh khác
Mất nhận thức
Căng thẳng
Ù tai
5.4.2
Mối nguy hiểm do vật liệu/vật chất nguy hiểm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nhiễm trùng
5.4.9
Bụi
Bệnh hô hấp
5.4.9
Mối nguy hiểm êcgônômi
Tiếp cận (chiều cao bàn làm việc)
Khó chịu
Mệt mỏi
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Vị trí các hiển thị và thiết bị điều khiển
Khó chịu
Mệt mỏi
Căng thẳng
Va chạm
5.4.4
Mối nguy hiểm liên quan đến môi trường máy làm việc
Hiện tượng điện từ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Gián đoạn
Lệnh bị lỗi
Khởi động/dừng bất ngờ
Gián đoạn
Lệnh bị lỗi
5.2.1, 5.2.2, 5.2.3, 5.2.4, 5.2.5, 5.2.6, 5.2.7, 5.2.8, 5.2.9, 5.4.7
Mối nguy hiểm liên quan đến việc khởi động không mong muốn, khởi động lại không mong muốn/quá tốc độ không mong muốn (hoặc các sự cố tương tự)
Lỗi/hỏng hệ thống điều khiển
Khởi động/dừng không mong muốn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lệnh bị lỗi
Chèn ép
Va chạm
Cắt và cắt đứt
Bị va trúng
Văng đi
Cuốn vào
Mắc lại
Cọ sát
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sự khôi phục nguồn cấp năng lượng một cách không kiểm soát sau khi bị gián đoạn
Các lỗi phần mềm
Không thể dừng máy trong điều kiện tốt nhất có thể
Thay đổi tốc độ quay của dụng cụ cắt
Lỗi lắp đặt
Phá hủy trong quá trình vận hành
Mất ổn định/lật máy
Người bị trượt, vấp và té ngã (liên quan đến máy)
5 Yêu cầu về an toàn và/hoặc các biện pháp bảo vệ
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy phải tuân thủ các yêu cầu về an toàn và/hoặc các biện pháp bảo vệ được quy định trong điều này. Ngoài ra, máy phải được thiết kế theo các nguyên lý của ISO 12100:2010 ứng với các mối nguy hiểm bổ sung có liên quan nhưng không phải là chủ yếu và không được nêu trong tiêu chuẩn này.
5.2.1 An toàn và độ tin cậy của hệ thống điều khiển
Để sử dụng tiêu chuẩn này, gọi các bộ phận liên quan đến an toàn của một hệ thống điều khiển là các bộ phận thực hiện các chức năng an toàn từ thiết bị kích hoạt (ví dụ: cơ cấu chấp hành, cảm biến hoặc bộ dò tìm vị trí) đến tất cả các bộ phận điều khiển của bộ phận dẫn động máy cuối cùng (ví dụ động cơ hoặc phanh). Các bộ phận liên quan đến an toàn của hệ thống điều khiển của máy này bao gồm các bộ phận liên quan đến các chức năng và chúng phải tuân theo các yêu cầu về mức tính năng PL dưới đây thỏa mãn các yêu cầu của ISO 13849-1:2008:
- Đối với khởi động: PL = c (xem 5.2.3);
- Đối với dừng thông thường: PL = b (xem 5.2.4);
- Đối với dừng khẩn cấp: PL = c (xem 5.2.5);
- Đối với dừng vận hành: PL = c (xem 5.2.6);
- Đối với việc giám sát trạng thái dừng: PL = c (xem 5.2.6 và 5.2.8);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Đối với lựa chọn chế độ vận hành: PL = c (xem 5.2.7).
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, tính toán và kiểm tra máy.
Các thiết bị điều khiển điện quan trọng như thiết bị để khởi động, thiết bị dừng thông thường/dừng vận hành, dừng khẩn cấp và lựa chọn chế độ vận hành phải được bố trí ở vị trí người vận hành và ngay sát màn hình điều khiển (ở thiết bị điều khiển chính) ở khoảng cách tối thiểu 1200mm và không vượt quá 1800mm so với mặt sàn.
Công tắc ngắt chính phải được bố trí trên bảng điều khiển chính.
Tất cả các thiết bị điều khiển để đưa thiết bị bảo vệ về trạng thái ban đầu phải được bố trí bên ngoài khu vực bảo vệ và phải không thể tác động từ bên trong khu vực bảo vệ.
Phải có thiết bị dừng khẩn cấp ở mỗi vị trí làm việc (xem 6.3) và đặc biệt:
a) Ở bảng điều khiển chính;
b) Ở bảng điều khiển di động có dây hoặc không dây (nếu có);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
d) Ngay sát với tất cả các bộ điều khiển chuyển động;
e) Ở khoảng cách tối đa 1500 mm đối với khu vực bốc dỡ sản phẩm;
f) Bất kỳ khu vực nào bên trong rào chắn có cửa ra vào (xem 5.3.4).
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
Để khởi động hoặc khởi động lại, chức năng khởi động của mỗi một bộ phận điều khiển phải có mức tính năng tối thiểu PL=c phù hợp với các yêu cầu của ISO 13849-1:2008.
Chỉ được phép bắt đầu một chu kỳ gia công (khởi động chu kỳ) khi tất cả các biện pháp bảo vệ được mô tả trong 5.3.4 được đáp ứng và hoạt động.
Khởi động hoặc khởi động lại sau khi dừng vì bất kỳ nguyên nhân nào chỉ được phép thực hiện khi có sự tác động của thiết bị điều khiển khởi động trang bị cho mục đích đó và phải bảo vệ chống lại sự tác động ngoài ý muốn, ví dụ sử dụng thiết bị điều khiển có nắp che.
Khởi động máy phải tuân theo các yêu cầu của EN 60204-1:2006, 9.2.5.2.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
Phải cung cấp một hệ thống điều khiển dừng thông thường cho các chế độ gia công và cài đặt máy để khi hệ thống này được kích hoạt sẽ phải thực hiện các trình tự dừng và ngắt kết nối nguồn điện của tất cả các cụm dẫn động máy.
Chức năng dừng phải là loại 1 tuân theo các yêu cầu của EN 60204-1:2006, 9.2.2 nhằm cho phép kích hoạt phanh điện (nếu có). Nếu phanh điện không được lắp, cho phép chức năng dừng loại 0.
Thứ tự dừng cho chức năng dừng thông thường phải như sau:
a) Dừng các chuyển động của các trục;
b) Dừng chuyển động quay của trục chính;
c) Ngắt kết nối nguồn điện với máy.
Chức năng dừng thông thường phải có mức tính năng tối thiểu PL=b phù hợp với các yêu cầu của ISO 13849-1:2008.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải trang bị một thiết bị điều khiển dừng khẩn cấp trên máy tuân theo các yêu cầu của ISO 13850:2008 và các yêu cầu bổ sung của EN 60204-1:2006, 10.7. Thiết bị điều khiển dừng khẩn cấp phải là loại luôn tự khóa.
Chức năng dừng khẩn cấp phải tuân theo các yêu cầu của EN 60204-1:2006, 9.2.5.4.2 và dừng khẩn cấp phải là loại dừng 0 hoặc loại dừng 1 theo các yêu cầu của EN 60204-1:2006, 9.2.2 để cho phép kích hoạt phanh đến khi kết thúc quá trình phanh.
Dừng khẩn cấp phải diễn ra theo thứ tự sau:
a) Dừng chuyển động của trục;
b) Dừng chuyển động quay của trục chính;
c) Ngắt kết nối nguồn điện với máy.
Mạch điều khiển cho dừng khẩn cấp phải có mức tính năng tối thiểu PL = c tuân theo các yêu cầu của ISO 13849-1:2008.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu chức năng dừng vận hành được trang bị để thay miếng mài hoặc đánh bóng trong khi điều khiển của tay mang trục chính và hệ thống băng vận chuyển vẫn được kiểm soát, phải đáp ứng các yêu cầu sau:
Chức năng dừng vận hành (ví dụ dừng chu trình) phải tối thiểu là loại 2 theo các yêu cầu của EN 60204-1:2006, 9.2.2, hoạt động kết hợp với việc giám sát trạng thái dừng và hệ thống điều khiển cho giám sát trạng thái dừng phải ở mức tính năng tối thiểu PL = c tuân theo các yêu cầu ISO 13849-1:2008.
CHÚ THÍCH: Ví dụ như hệ thống điều khiển dừng vận hành là hệ thống hai kênh bao gồm một bộ chuyển đổi đo lường đa dạng, trong đó tối thiểu khi bắt đầu của một chu kỳ, có một kênh điều khiển khác.
Trình tự dừng vận hành như sau:
a) Dừng các chuyển động của trục;
b) Dừng chuyển động quay của trục chính.
Ngoài ra đối với máy mài hoặc đánh bóng các sản phẩm dạng băng hoặc viên có băng vận chuyển và tay mang trục chính cố định hoặc di động có thể trang bị cho mỗi một đầu mài hoặc đánh bóng một chức năng dừng vận hành. Trong trường hợp này cho phép băng vận chuyển và tay mang trục chính chuyển động để thay miếng mài hoặc đánh bóng khi bộ phận che chắn được mở. Tuy nhiên phải đáp ứng các yêu cầu sau:
c) Máy được trang bị bộ phận che chắn cố định kiểu ngang (màn chắn) giữa các đầu riêng lẻ;
d) Chức năng dừng vận hành được trang bị kết hợp với hệ thống điều khiển giám sát chức năng của bộ phận treo đầu cắt phải có mức tính năng tối thiểu PL = c phù hợp với các yêu cầu của ISO 13849-1:2008.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.7.1 Quy định chung
Trường hợp máy được thiết kế để vận hành trong quá trình cài đặt khi vô hiệu hóa các rào chắn có khóa liên động và/hoặc thiết bị bảo vệ, phải bố trí một bộ chọn chế độ vận hành. Bộ chọn chế độ này cho phép lựa chọn giữa chế độ gia công và chế độ cài đặt máy. Ngoài ra phải đáp ứng các điều kiện dưới đây:
a) Bộ chọn chế độ phải có khóa ở từng vị trí (ví dụ bởi khóa hoặc mật khẩu) và phải được đặt bên ngoài khu vực nguy hiểm, ví dụ trên bảng điều khiển chính (xem 5.2.2 về vị trí của các thiết bị điều khiển);
b) Hệ thống điều khiển của chức năng lựa chọn chế độ phải đạt mức tính năng tối thiểu PL = c tuân theo các yêu cầu của ISO 13849-1:2008;
c) Bộ chọn chế độ phải không cho phép nhiều hơn một chế độ được kích hoạt tại một thời điểm;
d) Các yêu cầu an toàn nêu trong 5.2.7.2 và 5.2.7.3 phải có hiệu lực trong chế độ vận hành tương ứng của chúng;
e) Việc lựa chọn một chế độ vận hành không dẫn đến khởi động bất kỳ chuyển động nào của máy;
f) Không cho phép từ một chế độ vận hành nào đó chuyển sang một chế độ khác trước khi máy được đưa về trạng thái dừng hoàn toàn tuân theo 5.2.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.2.7.2 Chế độ gia công
Trong chế độ gia công, một chuyển động chỉ được phép tiến hành khi các rào chắn có khóa liên động (theo định nghĩa trong ISO 14119:2013, 3.2 và 3.5) và/hoặc các thiết bị bảo vệ ở vị trí quy định của chúng và đang hoạt động.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
5.2.7.3 Chế độ cài đặt máy
Khi các rào chắn di động mở và/hoặc các thiết bị bảo vệ không hoạt động, các chuyển động nguy hiểm trong chế độ cài đặt chỉ có thể thực hiện được nếu đáp ứng được các điều kiện dưới đây:
a) Chuyển động quay của dụng cụ cắt không thực hiện được;
b) Bất kỳ chuyển động của một trục đơn lẻ nào đó phải được điều khiển bởi bộ điều khiển có khả năng tự hồi vị trí. Một chuyển động như vậy phải có tốc độ không vượt quá 5m/min hoặc một bước chạy không vượt quá 10mm. Cả bộ điều khiển có khả năng tự hồi vị trí và bộ giám sát tốc độ/bước chạy phải đạt mức tính năng PL = c tuân theo các yêu cầu của ISO 13849-1:2008. Nếu về kỹ thuật điều này không thực hiện được thì bộ điều khiển có khả năng tự hồi vị trí và bộ giám sát tốc độ/bước chạy phải được kết nối với một thiết bị điều khiển bổ sung có mức tính năng PL = c tuân theo các yêu cầu của ISO 13849-1:2008;
c) Các thiết bị điều khiển có khả năng tự hồi vị trí và thiết bị điều khiển bổ sung cho các chuyển động của các trục và các dụng cụ cắt phải được bố trí trên bảng điều khiển chính và/hoặc, nếu có, trên một bộ điều khiển di động kết nối có dây hoặc không dây (nếu có);
d) Phải ngăn ngừa máy tự khởi động lại tuân theo các yêu cầu của EN 1037:1995+A1:2008, 6.2.1 và 6.2.3.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi mất nguồn cung cấp điện, máy không được phép tự khởi động lại sau khi nguồn cung cấp được phục hồi.
Trong trường hợp nguồn cung cấp điện bị lỗi, tất cả các dụng cụ cắt phải ở vị trí phía trên hoặc di chuyển về vị trí đó ngay lập tức.
Đối với nguồn điện, xem EN 60204-1:2006, 7.5, đoạn 1 và 3.
Áp dụng các yêu cầu của EN 1037:1995+A1:2008, Điều 6.
Bộ phận liên quan đến an toàn của hệ thống điều khiển ngăn việc tự khởi động lại phải đạt mức tính năng tối thiểu PL = c tuân theo các yêu cầu của ISO 13849-1:2008.
Xác nhận: Thông qua kiểm tra các bản vẽ, sơ đồ mạch liên quan cũng như kiểm tra máy và kiểm tra thông mạch của mạch liên kết đẳng thế và thử chức năng (được quy định trong EN 60204-1:2006, 18.2 và 18.6).
Xem 5.2.1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3 Bảo vệ trước các mối nguy hiểm cơ học
5.3.1 Vận chuyển và lắp đặt máy
Khi vận chuyển máy, phải thực hiện các biện pháp phòng ngừa thích hợp cho việc nâng vận chuyển dễ dàng và an toàn tuân theo ISO 12100:2010, 6.3.5.5.
Khi lắp đặt máy, phải thực hiện các biện pháp phòng ngừa thích hợp cho việc lắp đặt máy tuân theo ISO 12100:2010, 6.3.2.6.
Xác nhận: Thông qua kiểm tra các bản vẽ có liên quan trong hướng dẫn sử dụng và kiểm tra máy.
Phải cố định máy và các thiết bị phụ trợ vào một kết cấu đủ ổn định, ví dụ sàn. Các bộ phận để cố định máy, ví dụ có thể là các lỗ để cố định ở khung máy hoặc ở khung của thiết bị phụ trợ.
Xác nhận: Thông qua kiểm tra các bản vẽ liên quan cũng như kiểm tra máy.
5.3.3 Rủi ro bị phá hủy trong quá trình làm việc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải giảm thiểu rủi ro bị phá hủy các miếng mài hoặc đánh bóng hoặc bộ phận kẹp giữ nó như được nêu trong 5.3.4.1.
5.3.4.1 Bộ phận che chắn dụng cụ cắt
Phải ngăn ngừa việc tiếp xúc với dụng cụ cắt bằng một vỏ bao che bên ngoài bao gồm các bộ phận che chắn cố định và bộ phận che chắn di động được khóa liên động với khóa bảo vệ cho việc căn chỉnh, thay thế, làm sạch hoặc tháo lắp dụng cụ cắt. Bộ phận che chắn phải tuân theo EN 953:1997+A1:2009.
Vỏ bao che bên ngoài phải loại trừ được các mối nguy hiểm do tiếp xúc với các chi tiết quay hoặc các vật thể từ dụng cụ cắt hay sản phẩm bắn ra ở độ cao đến 1000 mm tính từ mặt của bàn làm việc và khoảng cách từ cạnh trên của tấm chắn và dụng cụ cắt không nhỏ hơn 200 mm. Để có thể tiếp cận vào bên trong vỏ bao che vì mục đích điều chỉnh, thay dụng cụ cắt, vệ sinh hoặc tháo, lắp dụng cụ cắt, phải trang bị một cửa được khóa liên động với khóa bảo vệ ở cơ cấu dẫn động.
Các dụng cụ cắt được cố định bằng các vít trung tâm có khả năng tự khóa với mặt bích hoặc nhờ các thiết bị tự khóa bằng ren để tránh chúng bị tháo rời khỏi trục chính. Vỏ bao che, trừ khu vực làm việc của dụng cụ cắt, phải che kín để loại trừ các mối nguy hiểm do vật liệu hoặc sản phẩm bắn ra. Phần bao che dụng cụ cắt phải ngăn được các tia chất lỏng bôi trơn làm mát.
Khu vực phía trước của bàn làm việc (phía người vận hành), theo hướng thẳng góc, phải bố trí một tấm bảo vệ cố định với chiều cao tối thiểu 150 mm từ bề mặt làm việc tuân theo 5.3.4.5.
Trường hợp ngoại lệ, máy hoàn thiện bề mặt có bàn cố định và cầu ngang di động có thể được trang bị một mành cảm biến quang điện hoặc cạnh cảm biến áp suất hay thanh cảm biến áp suất nếu đáp ứng các yêu cầu sau:
a) Khu vực phía trước của bàn công tác (phía người vận hành), theo hướng thẳng góc, phải bố trí một tấm bảo vệ cố định với chiều cao tối thiểu 250 mm từ bề mặt làm việc tuân theo 5.3.4.5;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Các cảm biến quang điện phải bao gồm tối thiểu ba lớp quang điện tử, các lớp bên dưới phải được đặt ở độ cao 300 mm, 700 mm, 1100 mm so với mặt nền;
d) Các mành cảm biến quang điện phải được bố trí với khoảng cách tối thiểu là 850 mm tính từ bất kỳ dụng cụ cắt nào có chuyển động quay;
e) Thiết bị điều khiển cho việc thiết lập lại khóa bảo vệ phải bố trí bên ngoài khu vực bảo vệ và phải ngoài tầm với từ bên trong khu vực này. Người vận hành phải có tầm nhìn tốt với khu vực bảo vệ;
f) Các bộ phận hỗ trợ tiếp cận phải được thiết kế và bố trí sao cho chúng không gây ra các chấn thương hoặc tạo ra mối nguy hiểm trượt ngã;
g) Các thanh hoặc cạnh cảm biến áp suất phải phù hợp với các yêu cầu của ISO 13856-2:2013 đối với loại 1.
Với máy hoàn thiện bề mặt có băng vận chuyển và tay mang trục chính cố định hoặc di động phải đáp ứng các yêu cầu bổ sung dưới đây:
h) Chuyển động của băng vận chuyển và mỗi một chuyển động bổ sung như được định nghĩa trong 3.2, phải dừng được;
i) Các bộ phận liên quan đến an toàn của hệ thống điều khiển phải có mức tính năng tối thiểu PL = c được định nghĩa theo ISO 13849-1:2008;
j) Hộp bảo vệ cố định phải ngăn ngừa được việc tiếp xúc vào các đầu cắt liền kề hoặc các đầu cắt liền kề phải được dừng cùng lúc với đầu cắt cần tiếp cận.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3.4.2 Bộ phận che chắn của cơ cấu dẫn động
Phải ngăn ngừa việc tiếp cận vào các cơ cấu dẫn động (bao gồm các trục chính lắp dụng cụ cắt, cơ cấu cấp phôi, ...) bằng bộ phận che chắn cố định hoặc bộ phận che chắn di động có khóa liên động với các động cơ dẫn động tương ứng tuân theo các yêu cầu của ISO 14119:2013.
Bộ phận che chắn phải tuân theo EN 953:1997+A1:2009.
Bộ phận che chắn cố định mà người sử dụng có thể tháo ra, ví dụ với mục đích vệ sinh hoặc bảo dưỡng, phải được lắp bằng các chi tiết liên kết luôn được gắn với máy hoặc với bộ phận che chắn khi tháo rời nó, ví dụ các vít không thể tháo rời. Cũng có thể xem 6.3.3 I).
Ở vị trí cần tiếp cận thường xuyên vào cơ cấu dẫn động, ví dụ nhiều hơn một lần mỗi ngày để bảo dưỡng hoặc điều chỉnh thì việc tiếp cận phải thực hiện thông qua bộ phận che chắn di động được khóa liên động với khóa bảo vệ ở cơ cấu dẫn động.
Khóa của bộ phận che chắn phải là kiểu khóa bằng lò xo và mở bằng điện tuân theo ISO 14119:2013, Phụ lục F.
Trường hợp ngoại lệ, ở vị trí yêu cầu khóa liên động với khóa của bộ phận che chắn và các chức năng nguy hiểm của máy dừng lại nhỏ hơn 10 s sau khi bắt đầu lệnh dừng, thì khóa bộ phận che chắn có thể là thiết bị khóa với thiết bị làm chậm vận hành bằng thủ công tuân theo ISO 14119:2013, Phụ lục F.
Mạch điều khiển cho khóa liên động với khóa bộ phận che chắn phải đạt mức tính năng tối thiểu PL = c tuân theo các yêu cầu của ISO 13849-1:2008.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải ngăn ngừa việc tiếp xúc với các bộ phận truyền động như bánh răng, trục, khớp nối, băng tải bằng các bộ phận che chắn cố định.
Các bộ phận che chắn cố định mà người vận hành có thể tháo ra, ví dụ với mục đích vệ sinh hoặc bảo dưỡng, phải được lắp bằng các chi tiết liên kết luôn được gắn với máy hoặc với bộ phận che chắn khi tháo dời nó, ví dụ các vít không thể tháo dời. Các bộ phận che chắn phải tuân theo EN 953:1997+A1:2009.
Cho phép không lắp bộ phận che chắn nếu các bộ phận truyền động có vị trí lắp đặt nằm ngoài khoảng cách an toàn và do đó nằm ngoài tầm vươn (xem ISO 13857:2008, 4.2.1).
Khóa của bộ phận che chắn phải là kiểu khóa bằng lò xo hoặc mở ra bằng động cơ tuân theo ISO 14119:2013, Phụ lục F.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
5.3.4.4 Tay mang trục chính
Đối với các máy hoàn thiện có tay mang trục chính di động, các biện pháp bảo vệ trước các rủi ro do sự chuyển động luân phiên liên tục của tay mang trục chính được áp dụng bằng các bộ phận che chắn cố định và di động có trang bị khóa bảo vệ.
Các bộ phận che chắn cố định và di động phải ngăn chặn các mối nguy hiểm do tác động giữa tay người vận hành và tay mang trục chính. Khoảng cách tối thiểu giữa mép trên của bộ phận che chắn và tất cả các bộ phận của tay mang trục chính phải là 200 mm.
Nếu sử dụng bề mặt sàn hoặc nền được nâng cao, khoảng cách an toàn được chỉ ra trong 5.3.4.1 và 5.3.4.4 sẽ được tính lại thêm chiều cao cho phép tối đa của bề mặt sàn hoặc nền cho trong hướng dẫn sử dụng (xem 6.3.2, bb) 8).
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, đo đạc, kiểm tra máy và thử chức năng của máy.
5.3.4.5 Yêu cầu đối với vật liệu của các bộ phận che chắn
Nếu sử dụng các bộ phận che chắn như là các thiết bị ngăn chặn để giảm ảnh hưởng do các bộ phận của máy hoặc của phôi bắn ra, chúng phải là:
a) Thép có độ bền kéo đạt tối thiểu 350 N/mm2 và chiều dày tấm đạt tối thiểu 2 mm;
b) Hợp kim nhẹ với đặc tính tuân theo các yêu cầu của Bảng 2;
Bảng 2 - Độ bền kéo và chiều dày của bộ phận che chắn làm bằng hợp kim nhẹ
Độ bền kéo tối thiểu
N/mm2
Chiều dày tối thiểu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
180
5
240
4
300
3
c) Vật liệu polyme (ví dụ: ABS hoặc tương tự) một hoặc hai lớp có tổng chiều dày tối thiểu là 5 mm.
d) Thủy tinh cốt sợi một lớp hoặc hai lớp có chiều dày tối thiểu 5 mm.
e) Tường bê tông (đối với máy được mô tả trong 3.1) có chiều dày tối thiểu 100 mm.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3.5.1 Chuyển động của cầu máy
Các con lăn dẫn hướng và các bộ phận truyền động như bánh răng phải được bảo vệ bằng một bộ phận che chắn cố định theo EN 953:1997+A1:2009. Khe hở cần thiết giữa ray dẫn hướng và phần dưới của cơ cấu di chuyển không quá 5mm.
Trong trường hợp cần tiếp cận vào bàn máy để thay đổi sản phẩm, phải có một hệ thống bảo vệ kích hoạt kiểu tiếp cận làm dừng chuyển động của cầu máy đủ nhanh khi tiếp xúc để tránh mối nguy hiểm do các bộ phận cơ thể bị chèn ép.
Các thiết bị bảo vệ được chấp nhận là:
- Cạnh hoặc thanh cảm biến áp suất đáp ứng các yêu cầu của ISO 13856-2:2013 cho loại 1;
- Mành cảm biến quang điện theo EN 61496-1:2013, loại 2.
Các bộ phận liên quan đến hệ thống điều khiển phải phù hợp mức tính năng tối thiểu là c theo ISO 13849-1:2008.
Phải có biện pháp phòng ngừa để loại trừ việc di chuyển vượt quá giới hạn ray bằng cách sử dụng một công tắc giới hạn hành trình có tiếp điểm mở kiểu cưỡng bức theo ISO 14119:2013, 8.3.2 và một thiết bị chặn kiểu cơ khí.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.3.5.2 Chuyển động ngang
Trường hợp tiếp cận vào các khu vực nguy hiểm không được ngăn ngừa bằng các thiết bị bảo vệ theo 5.3.4.1, chuyển động gia công theo phương ngang không được phép gây ra bất kỳ mối nguy hiểm nào do chèn ép khi kết thúc chuyển động. Vì vậy, phải đảm bảo khoảng cách an toàn đến các bộ phận cố định hoặc di động khác theo EN 349:1993+A1:2008 hoặc trang bị các thiết bị an toàn. Các thiết bị an toàn được phép là:
- Cạnh và thanh cảm biến áp lực phù hợp với yêu cầu của ISO 13856-2:2013 đối với loại 1;
- Mành cảm biến quang điện theo EN 61496-1:2013, loại 2.
Các bộ phận liên quan đến hệ thống điều khiển phải có mức tính năng tối thiểu là c theo ISO 13849-1:2008.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy, hướng dẫn sử dụng và thử chức năng của máy.
5.3.5.3 Thay dụng cụ cắt tự động
Thông qua việc lắp đặt một thiết bị bảo vệ thích hợp phải ngăn chặn được mối nguy hiểm do chèn ép giữa trục chính và dụng cụ cắt.
Các thiết bị an toàn cho phép là:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Mành cảm biến quang điện theo EN 61496-1:2013, loại 2.
Các bộ phận liên quan đến hệ thống điều khiển phải có mức tính năng tối thiểu là c theo ISO 13849-1:2008.
Trường hợp các máy được trang bị hệ thống thay đầu mài hoặc đánh bóng tự động, khi đầu mài hoặc đánh bóng được giữ bằng bộ phận trợ lực thì bộ phận trợ lực này phải được duy trì khi có sự cố của nguồn cung cấp năng lượng (khí nén/điện) (ví dụ nhờ một thiết bị kẹp dụng cụ cắt).
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
5.4 Bảo vệ trước các mối nguy hiểm khác cơ học
Phải đáp ứng các yêu cầu mục 5.4.3 để giảm thiểu mối nguy hiểm do cháy.
Xác nhận: Thông qua việc kiểm tra các bản vẽ, kiểm tra máy và thử chức năng phù hợp của máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi thiết kế máy, các thông tin và các biện pháp kỹ thuật để giảm tiếng ồn tại nguồn có trong ISO 11688-1:2009 phải được xem xét.
Các nguồn tiếng ồn chính là:
a) Dụng cụ cắt;
b) Dẫn động trục chính;
c) Các trục dẫn động;
d) Hệ thống khí nén (nếu được trang bị);
e) Hệ thống thủy lực (nếu được trang bị).
Các thông tin trong ISO 11686-2:2000 cũng phải được xem xét.
Xác nhận: Thông qua kiểm tra các bản vẽ và/hoặc sơ đồ mạch liên quan.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Việc xác định, công bố và kiểm chứng các giá trị phát thải tiếng ồn của các máy đề cập đến trong tiêu chuẩn này đòi hỏi một quy tắc đo tiếng ồn thống nhất.
Quy tắc đo tiếng ồn quy định các phương pháp đo tiếng ồn và các điều kiện lắp đặt và vận hành cho thử nghiệm được miêu tả trong Phụ lục A.
Xác nhận: Thông qua việc kiểm tra các báo cáo thử nghiệm.
Ngoài Điều 6.3, các yêu cầu của EN 60204-1:2006 được áp dụng nếu không có quy định khác trong tiêu chuẩn này.
Xem Điều 6.2 của EN 60204-1:2006 về các yêu cầu để loại trừ sốc điện do tiếp xúc trực tiếp và Điều 7 của EN 60204-1:2006 về các yêu cầu liên quan đến bảo vệ chống ngắn mặch (ngoại trừ mạch cấp điện) và quá tải.
Người sử dụng phải đảm bảo việc bảo vệ chống sốc điện do tiếp xúc gián tiếp, ví dụ bằng cách điện tự động của nguồn cung cấp điện cho máy nhờ sử dụng một thiết bị bảo vệ trong hệ thống dây nguồn (xem các thông tin do nhà sản xuất cung cấp trong hướng dẫn vận hành, 6.3.2 s).
Người sử dụng phải đảm bảo việc bảo vệ chống ngắn mạch trong hệ thống dẫn điện (xem thông tin do nhà sản xuất cung cấp trong hướng dẫn vận hành, 6.3.2 t).
Cấp độ bảo vệ của tất cả các thiết bị điện bên ngoài (các) vỏ bao che và của (các) vỏ bao che các thiết bị điện phải đạt tối thiểu IP 54 theo EN 60529:1991.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thử nghiệm 1 đối với sự thông mạch của hệ thống bảo vệ dây được tiến hành tuân theo EN 60204-1:2006, 18.1 và thử chức năng tuân theo EN 60204-1:2006, 18.6.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm định máy và các thử nghiệm liên quan (EN 60204-1:2006, 18.2, thử nghiệm 1 và thử chức năng tuân theo EN 60204-1:2006, 18.6).
5.4.4 Các yêu cầu ecgônômi và nâng vận chuyển
Để vận chuyển máy, những quy định phù hợp để đảm bảo cho việc vận chuyển dễ dàng và an toàn phải được thực hiện tuân theo ISO 12100:2010, 6.3.5.5.
Với các bộ phận của máy không thể di chuyển hoặc vận chuyển bằng tay thì phải trang bị các phương tiện neo buộc phù hợp cho vận chuyển với sự trợ giúp của thiết bị nâng.
Các bộ phận của máy có khối lượng trên 25 kg và cần được thay thế/di chuyển phải được trang bị bộ phận để vận chuyển an toàn hoặc có khả năng nâng hạ an toàn, ví dụ: các chi tiết để móc hàng phù hợp để dễ dàng liên kết với thiết bị nâng tuân theo EN 1005-2:2003+A1:2008. Các chi tiết để móc hàng này phải được bố trí sao cho tránh lật đổ các bộ phận hoặc máy hoặc rơi hoặc di chuyển không kiểm soát được trong quá trình vận chuyển, lắp đặt, tháo rời, vô hiệu hóa và phá hủy.
Phải thiết kế máy và các bộ điều khiển của nó theo các nguyên tắc ecgônômi tuân theo EN 1005-4:2005+A1:2008.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ở những nơi đòi hỏi chiếu sáng như quy định trong EN 1837:1999+A1:2009, việc chiếu sáng này phải được tiến hành theo EN 60204-1:2006, 6.2.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy.
5.4.6 Các bộ phận thủy lực và khí nén
Các hệ thống thủy lực và khí nén phải tuân theo các yêu cầu của ISO 4413:2010 và ISO 4414:2010.
Khi sử dụng khí nén được cấp từ máy nén khí nằm bên ngoài máy, đường ống dẫn đến phải được trang bị một van khóa có khả năng đóng nguồn cung cấp khí.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
Máy phải có mức phát thải điện từ thấp và đủ khả năng miễn nhiễm với các nhiễu loạn điện từ tuân theo EN 61439-1:2011, EN 50370-1:2005 và EN 50370-2:2003 để có thể hoạt động một cách an toàn.
CHÚ THÍCH: Các máy có các thiết bị điện có chứng nhận tiêu chuẩn châu Âu (CE-marked) và chúng cùng với dây dẫn được lắp đặt tuân theo các hướng dẫn của nhà sản xuất thì nhìn chung được coi là có khả năng chống lại các nhiễu loạn điện từ từ bên ngoài.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan cũng như kiểm tra máy.
5.4.8 Chuyển động ngoài ý muốn
Phải ngăn ngừa tất cả các chuyển động nguy hiểm do trọng lực, ví dụ bằng các phương tiện chống vật rơi có khả năng chịu được các vật rơi vào.
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan và kiểm tra máy.
Phải tuân theo các quy định trong ISO 12100:2010, 6.2.10 và 6.3.5.4 và các yêu cầu bổ sung dưới đây:
Thiết bị ngắt kết nối điện phải tuân theo EN 60204-1:2006, 5.3, trừ trường hợp thiết bị ngắt kết nối này không phải là loại d) được quy định trong EN 60204-1:2006, 5.3.2.
Nếu năng lượng khí nén đồng thời được sử dụng cho các mục đích khác nhau, thì năng lượng khí nén này phải được tách biệt bởi một van cơ khí có khả năng khóa được vận hành bằng thủ công. Thiết bị này phải bao gồm một thiết bị trợ giúp chỉ cho phép bị khóa ở vị trí ngắt (ví dụ bằng khóa móc). Việc giảm áp suất khí không được phép xảy ra do ngắt kết nối của một đường ống.
Máy phải có bộ phận để cách ly nguồn thủy lực (nếu có) tuân theo ISO 4413:2010.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chức năng, vị trí lắp đặt và vị trí vận hành của thiết bị ngắt kết nối phải được thông tin một cách rõ ràng, ví dụ bằng một biển báo hoặc hình vẽ. Biển báo hoặc hình vẽ phải được lắp đặt trên máy ở vị trí có tầm nhìn rõ ràng và đủ gần với thiết bị ngắt kết nối trên máy (cũng có thể xem 6.2).
Xác nhận: Thông qua việc kiểm tra các bản vẽ và/hoặc các sơ đồ mạch có liên quan, kiểm tra máy và thử chức năng của máy.
Áp dụng các quy định của ISO 12100:2010, 6.2.15.
Xác nhận: Thông qua việc kiểm tra các bản vẽ liên quan, sổ tay, kiểm tra máy, kiểm tra và thử chức năng của máy.
6.1 Tín hiệu và các thiết bị cảnh báo
Phải nêu rõ các thông tin về kiểm tra hệ thống phanh có kết quả không đạt.
Nếu máy được trang bị một nguồn khí nén, phải gắn một biển cảnh báo có độ bền lâu đặt gần thiết bị ngắt kết nối nguồn điện để cảnh báo về việc không được thực hiện ngắt kết nối nguồn khí nén bằng cách ngắt nguồn điện.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các cảnh báo phải bằng ngôn ngữ của nước mà ở đó máy đang được sử dụng hoặc trong trường hợp có thể, dưới dạng hình vẽ.
Xác nhận: Thông qua việc kiểm tra các bản vẽ liên quan và kiểm tra máy.
Các ghi nhãn tối thiểu dưới đây phải có trên máy một cách bền lâu:
a) Tên thương hiệu và địa chỉ đầy đủ của nhà sản xuất và của đại diện được ủy quyền (nếu có);
b) Ký hiệu của máy;
c) Ghi nhãn yêu cầu bắt buộc;
d) Năm sản xuất, là năm mà quá trình sản xuất được hoàn tất;
e) Định danh của seri hoặc loại;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) Các thông tin của nguồn năng lượng (bắt buộc với các sản phẩm chạy bằng điện: điện áp, tần số, dòng điện định mức, ...);
h) Ghi nhãn khối lượng của các bộ phận máy phải vận chuyển bằng phương tiện cơ khí;
i) Tốc độ danh nghĩa (lớn nhất) của các trục chính lắp dụng cụ cắt (xem 6.3.2);
j) Trường hợp máy được trang bị thiết bị ngắt kết nối thủy lực và/hoặc khí nén thì phải thông tin một cách rõ ràng về vị trí lắp đặt và vị trí vận hành của chúng, ví dụ bằng biển báo hoặc hình vẽ.
Xác nhận: Thông qua việc kiểm tra các bản vẽ có liên quan, kiểm tra máy.
Hướng dẫn sử dụng phải được biên soạn tuân theo ISO 12100:2010, 6.4.5.
Sổ tay cho người vận hành và sổ tay bảo dưỡng phải được biên soạn tuân theo EN 82079-1:2012. Hướng dẫn sử dụng phải bao gồm các thông tin cụ thể dưới đây:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Sổ tay cho người vận hành phải bao gồm tối thiểu các thông tin dưới đây:
a) Tên thương hiệu và địa chỉ đầy đủ của nhà sản xuất và đại diện được ủy quyền (nếu có);
b) Bản sao chép của các ghi nhãn, hình vẽ và các hướng dẫn khác trên máy được mô tả trong 6.1 và 6.2;
c) Mục đích sử dụng dự kiến của máy;
d) Sử dụng sai mục đích dự kiến;
e) Chiều dài, chiều rộng và chiều dày nhỏ nhất và lớn nhất của sản phẩm;
f) Thông tin về các mối nguy hiểm còn lại, ví dụ một cảnh báo về mối nguy hiểm còn lại với chỉ dẫn:
1) Đeo bảo vệ tai để đề phòng mất khả năng nghe; và
2) Không cố gắng dọn phoi trong khi dụng cụ cắt còn quay và đầu gia công chưa ở trạng thái dừng hẳn;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) Các mối nguy hiểm liên quan đến vận hành máy;
h) Các nguyên lý vận hành máy, sử dụng và điều chỉnh thiết bị kẹp phôi và các rào chắn đúng cách;
i) Quy trình lắp đặt và cố định dụng cụ cắt đúng cách bằng thủ công;
j) Hướng dẫn về việc lựa chọn tốc độ của cầu ngang hoặc tốc độ của tay mang trục chính;
k) Khuyến cáo về việc thao tác cẩn thận với dụng cụ cắt và về việc sử dụng giá mang dụng cụ cắt bất cứ khi nào có thể;
l) Hướng dẫn về các thiết bị phải kiểm tra, tần suất kiểm tra và phương pháp kiểm tra được áp dụng. Bao gồm tối thiểu các điều dưới đây:
1) (Các) thiết bị dừng khẩn cấp - thông qua thử chức năng;
2) Bộ phận che chắn có khóa liên động với khóa bảo vệ - bằng cách chứng minh không thể mở bộ phận che chắn khi dụng cụ cắt đang quay;
m) Chỉ dẫn về việc phải kiểm tra chiều quay được đặt;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
o) Thông tin về các bộ điều khiển cho người vận hành, đặc biệt các thiết bị đóng, ngắt và dừng khẩn cấp;
p) Thông tin về lựa chọn các dụng cụ cắt phù hợp và về việc sử dụng chúng liên quan đến công việc được tiến hành;
q) Chỉ dẫn về việc không có dụng cụ cắt nào được phép sử dụng nếu như tốc độ quay lớn nhất của nó nhỏ hơn tổc độ quay được chọn trên máy;
r) Thông tin về các biện pháp an toàn cho việc can thiệp bao gồm việc ngắt kết nối với nguồn năng lượng hoặc các nguồn năng lượng và các biện pháp để chống kết nối lại, trung hòa các nguồn năng lượng dư, kiểm tra trạng thái an toàn. Trường hợp không thể ngắt kết nối hoàn toàn khi can thiệp thường xuyên, nhà sản xuất phải cung cấp các quy trình phù hợp để tiến hành can thiệp một cách an toàn;
s) Thông tin về bảo vệ khỏi sốc điện do tiếp xúc gián tiếp trên máy bằng một thiết bị ngắt kết nối tự động với nguồn năng lượng do người sử dụng lắp đặt trên đường dây nguồn (Thiết bị bảo vệ dòng điện lỗi (Residual-current device - RCD));
t) Thông tin về cung cấp thiết bị bảo vệ chống ngắn mạch của dòng điện;
u) Thông tin về cách thức đổi dụng cụ cắt;
v) Hướng dẫn về việc phát hiện các sai sót, khắc phục và tái vận hành sau khi can thiệp;
w) Chỉ dẫn về việc kiểm tra việc lắp đặt các bộ phận che chắn đúng cách;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
y) Chỉ dẫn về việc phải thay thế dụng cụ cắt bị hư hỏng (vỡ) vì lý do an toàn;
z) Chỉ dẫn về việc không ai được phép ở trong khu vực làm việc trừ người vận hành;
aa) Chỉ dẫn cho trường hợp máy được trang bị thiết bị cố định dụng cụ cắt kiểu thủy lực thủy tĩnh thì chỉ được phép sử dụng duy nhất các thiết bị cố định dụng cụ cắt đã được trang bị thiết bị cơ khí bổ sung để bảo vệ chống lại sự nới lỏng dụng cụ cắt trong trường hợp hệ thống thủy lực thủy tĩnh bị rò rỉ;
bb) Thông tin về lắp đặt, nhà sản xuất phải luôn chỉ ra các điều dưới đây:
1) Khối lượng toàn bộ và các kích thước bao của máy;
2) Không gian làm việc;
3) Chi tiết cố định trên nền và lực thẳng đứng tại chân đỡ hoặc các điểm neo cố định máy;
4) Đầu vào và đầu ra của nguồn cung cấp điện chính;
5) Cố định máy và/hoặc ray dẫn hướng;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7) Chỉ dẫn về các vị trí kết nối nguồn điện và nguồn nước;
8) Chiều cao cho phép lớn nhất từ mặt đất của bất kỳ bề mặt nền hoặc sàn nào;
9) Sử dụng đúng chất làm mát, nước thông thường nhờ việc kết nối vào đường ống hoặc vào một hệ thống thu hồi;
cc) Cảnh báo về việc, trước khi lắp dụng cụ cắt cần đảm bảo dụng cụ cắt được mài sắc, lựa chọn, bảo dưỡng và điều chỉnh tuân theo hướng dẫn của nhà sản xuất dụng cụ cắt; cảnh báo về việc, khi nào có thể sử dụng các thiết bị chuyên dùng (ví dụ các dưỡng để đo) cho việc lắp dụng cụ cắt và cảnh báo về việc hãy cẩn thận khi tiếp xúc với dụng cụ cắt;
1) Trong quá trình cài đặt phải kiểm tra đảm bảo không có sự tiếp xúc giữa dụng cụ cắt và các bộ phận máy bất kỳ nào ở trạng thái chưa hoạt động;
2) Phương pháp điều chỉnh các thiết bị áp lực và phương pháp cố định các phụ kiện;
3) Phương pháp lựa chọn tốc độ quay có tính đến công việc được tiến hành và dụng cụ cắt được sử dụng;
4) Hướng dẫn sử dụng các thiết bị đặc biệt, ví dụ dưỡng để đo cho việc lắp dụng cụ cắt khi máy dừng hẳn;
dd) Các hướng dẫn để giảm các mức tiếng ồn bao gồm:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2) Bố trí các bộ phận che chắn để giảm tiếng ồn;
3) Lựa chọn tốc độ của dụng cụ cắt để giảm tiếng ồn;
ee) Công bố mức phát tải tiếng ồn trong không khí của máy theo Phụ lục A.6.
Xác nhận: Thông qua việc kiểm tra hướng dẫn sử dụng và các bản vẽ có liên quan.
Sổ tay bảo dưỡng phải bao gồm tối thiểu các thông tin cho người sử dụng dưới đây:
a) Thông tin về các mối nguy hiểm còn lại; một cảnh báo về mối nguy hiểm còn lại với các chỉ dẫn:
1) Đeo bảo vệ mắt;
2) Đeo găng tay chống lại các mối nguy hiểm do cắt khi làm việc với dụng cụ cắt hoặc khi làm công tác bảo dưỡng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
c) Thông tin về các biện pháp an toàn cho việc can thiệp bao gồm việc ngắt kết nối với nguồn năng lượng hoặc các nguồn năng lượng và các biện pháp để chống kết nối lại, trung hòa các nguồn năng lượng dư, kiểm tra trạng thái an toàn. Trường hợp không thể ngắt kết nối hoàn toàn khi can thiệp thường xuyên, nhà sản xuất phải cung cấp các quy trình phù hợp để tiến hành can thiệp một cách an toàn;
d) Danh sách các nhiệm vụ (ví dụ: điều chỉnh, bảo dưỡng, bôi trơn, vệ sinh và các công việc khác) chỉ được tiến hành khi máy dừng và cơ cấu dẫn động chính ở trạng thái tắt;
e) Các chi tiết cần kiểm tra và tần suất kiểm tra;
g) Hướng dẫn các công việc bảo dưỡng có thể tiến hành bởi người vận hành (bao gồm các chỉ dẫn về các thiết bị và các thiết bị an toàn được sử dụng);
h) Danh sách các công việc bảo dưỡng chỉ được tiến hành bởi nhân viên bảo dưỡng được đào tạo - bởi vì chúng đòi hỏi các kiến thức kỹ thuật chuyên môn - bao gồm các chỉ dẫn về các thiết bị và thiết bị an toàn được sử dụng);
i) Thông tin về cách tiến hành bảo dưỡng và nếu có thể, việc bảo dưỡng chỉ được thực hiện nếu máy được cách ly khỏi tất cả các nguồn năng lượng và ngăn ngừa được việc khởi động lại một cách vô ý;
k) Thông tin về vệ sinh an toàn;
l) Trường hợp máy được trang bị hệ thống khí nén và/hoặc thủy lực, phương pháp giải phóng an toàn năng lượng dư (xem 5.4.10);
m) Dữ liệu nhận biết các bộ phận dự phòng được thay thế bởi người sử dụng, nếu như chúng ảnh hưởng đến sức khỏe và an toàn của người vận hành (ngoại trừ các bộ phận được thay thế chỉ bởi nhà sản xuất hoặc người được thuê bởi nhà sản xuất);
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
o) Thông tin về việc nước dùng cho vận hành phải được lọc và kiểm tra thường xuyên nhằm loại trừ chất gây ô nhiễm có thể gây hại cho người vận hành;
p) Thông tin về việc khi mở rào chắn, nếu có các bộ phận chuyển động hoặc các đường ống chịu áp suất, khí nén, nước thì phải yêu cầu sử dụng kính an toàn tuân theo EN 166:2001.
Xác nhận: Thông qua việc kiểm tra sổ tay bảo dưỡng và các bản vẽ có liên quan.
Quy tắc đo tiếng ồn này quy định tất cả các thông tin cần thiết để thực hiện hiệu quả việc xác định, công bố và xác nhận các giá trị phát thải tiếng ồn trong không khí ở máy hoàn thiện bề mặt dưới các điều kiện nhất định.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Các nhà sản xuất công bố về phát thải tiếng ồn;
- So sánh tiếng ồn phát ra từ máy của các máy trong cùng dòng máy có liên quan;
- Các mục đích kiểm soát tiếng ồn tại nguồn trong giai đoạn thiết kế.
Quy tắc này trình bày các phương pháp đo tiếng ồn và các điều kiện lắp đặt và vận hành cho thử nghiệm.
Việc sử dụng quy tắc đo tiếng ồn này đảm bảo khả năng lặp lại của các phép đo và khả năng so sánh của các giá trị phát thải tiếng ồn ra không khí trong các giới hạn cụ thể được xác định bằng cấp chính xác của phương pháp đo được sử dụng.
A.2 Phép đo mức áp suất âm phát thải trọng số A ở các vị trí vận hành hoặc các vị trí đặc biệt khác
A.2.1 Các tiêu chuẩn cơ sở
Việc xác định mức áp suất âm phát thải trọng số A phải được tiến hành bằng cách sử dụng một phương pháp với cấp chính xác 2 (kỹ thuật) và 3 (khảo sát). Phải áp dụng một trong các tiêu chuẩn sau: ISO 11201:2010 hoặc ISO 11202:2010 hoặc ISO 11204:2010.
CHÚ THÍCH: Cấp chính xác 2 chỉ có thể đạt được với các dụng cụ đo loại 1. Các dụng cụ đo loại 2 được cho phép khi sử dụng ISO 11202:2010, nhưng kết quả cấp chính xác 3 đạt được với độ tin cậy cao hơn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu mức áp suất âm phát thải ở vị trí làm việc phải được đo theo ISO 11202:2010, thì phải áp dụng các điều chỉnh sau:
a) Chỉ số môi trường K2A và hệ số môi trường địa phương K3A phải bằng hoặc nhỏ hơn 4 dB;
b) Sự khác biệt về mức áp suất âm phát thải ở chế độ nền và mức áp suất âm tại vị trí làm việc phải bằng hoặc lớn hơn 6 dB theo ISO 11202:2010, 6.4.1, cấp chính xác 2 (kỹ thuật);
c) Sự điều chỉnh của hệ số môi trường địa phương K3A phải được tính toán tuân theo ISO 11204:2010, A.2, với việc tham khảo giới hạn theo ISO 3746:2010 thay thế cho phương pháp đưa ra trong ISO 11202:2010, Phụ lục A, hoặc tuân theo ISO 3743-1:2010, ISO 37743-2:2009, ISO 3744:2010 hoặc ISO 3745:2012, nơi mà một trong các tiêu chuẩn này được sử dụng như là phương pháp đo.
Ngoài ra, ở nơi các phương tiện sẵn có và phương pháp đo được áp dụng cho loại máy, các mức áp suất âm phát thải cũng có thể được đo theo một phương pháp với độ chính xác cao hơn, ví dụ ISO 11201:2010 hoặc ISO 11204:2010 không có các điều chỉnh trước đó.
Phụ thuộc vào cấp chính xác đo được sử dụng để xác định mức công suất âm (cấp chính xác 2, cấp chính xác 3, ...) cấp chính xác đo tương ứng phải được sử dụng để xác định mức áp suất âm ở vị trí người vận hành, ví dụ với ISO 3746:2010 (cấp chính xác 3) cho công suất âm thì áp dụng ISO 11202:2010 cho áp suất âm. Với ISO 3744:2010 (cấp chính xác 2) cho công suất âm, thì sử dụng ISO 11201:2010 cho áp suất âm.
Các phép đo phải được tiến hành ở từng vị trí của đầu thu trong ít nhất một chu trình thử của máy như quy định trong Phụ lục A.4.
Đầu thu phải được đặt ở tất cả các vị trí của người vận hành được thiết kế bởi nhà sản xuất được nêu trong hướng dẫn vận hành. Mức áp suất âm phát thải trọng số A ở từng vị trí của người vận hành cùng với độ tin cậy của phép đo có liên quan phải được ghi lại, báo cáo và công bố.
Đầu thu được sử dụng để đo tiếng ồn phát thải ở vị trí của người vận hành (xem Hình A.1) phải được bố trí như sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 0,5 m phía trước cảm biến quang điện và trước vị trí gia công.
A.2.3 Độ không tin cậy của phép đo
Nếu sử dụng phương pháp đo cấp chính xác 2 (kỹ thuật), độ lệch chuẩn của khả năng lặp lại các mức áp suất âm phát thải trọng số A ở các vị trí làm việc là:
σRA = 1,5 dB, dẫn đến độ chính xác của phép đo là 3 dB nếu các điều kiện vận hành của máy ổn định, đó là trường hợp bình thường của các máy quy định trong tiêu chuẩn này.
Nếu mức áp suất âm phát thải ở vị trí làm việc được đo tuân theo ISO 11202:2010, độ không tin cậy K, ở dạng hai con số tuân theo ISO 4871:2009 phải là 4 dB.
CHÚ THÍCH: Thông tin chi tiết về độ không tin cậy được đưa ra trong ISO 11201:2010, Điều 11, ISO 11202:2010, Điều 12 và ISO 11204:2010, Điều 11. Cũng có thể xem ISO 4871:2009.
A.3.1 Quy trình và các vị trí đo
Mức công suất âm phát thải phải được đo tuân theo phương pháp đo bề mặt trong ISO 3746:2010 với các điều chỉnh sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) Sự khác biệt về mức áp suất âm phát thải của môi trường và mức áp suất âm của máy tại từng điểm đo phải bằng hoặc lớn hơn 6 dB. Công thức hiệu chỉnh cho khác biệt này được nêu trong ISO 3746:2010, 8.3.3, công thức (12);
c) Chỉ bề mặt đo dạng hình khối cho phép sử dụng ở vị trí 1m từ bề mặt quy chiếu;
d) Nơi mà khoảng cách từ máy đến bộ phận phụ trợ nhỏ hơn 2 m, thì bộ phận phụ trợ phải nằm trong bề mặt quy chiếu;
e) Sai số của phương pháp thử phải nhỏ hơn 3 dB;
f) Phải có 9 vị trí bố trí đầu thu như mô tả trong hình A.1.
Ngoài ra, ở nơi các phương tiện sẵn có và phương pháp đo được áp dụng cho loại máy, các mức áp suất âm phát thải cũng có thể được đo theo một phương pháp với độ chính xác cao hơn, ví dụ ISO 3743-1:2010, ISO 37743-2:2009, ISO 3744:2010 hoặc ISO 3745:2012 không có các điều chỉnh trước đó.
Nếu mức áp suất âm phát thải trọng số A ở bất kỳ vị trí đo nào được xem xét trong Phụ lục A.2 vượt quá 80dB, mức công suất âm trọng số A nên được xác định. Tuy nhiên, các máy được quy định trong các tiêu chuẩn hiện hành mà có tối thiểu một kích thước (L1 hoặc L2 hoặc L3 trong Hình A.2) vượt quá 7 m, thì được xem xét là máy rất lớn. Do đó, thay vì mức công suất âm trọng số A, các mức áp suất âm phát thải trọng số A ở các vị trí đặt trên một đường đo cách 1 m từ bề mặt bao phủ của máy và ở độ cao 1,60 m từ sàn phải được đo với tham chiếu đến ISO 11200. Các vị trí đầu thu trên đường đo phải bố trí với khoảng cách không lớn hơn 2 m (xem hình A.2) và phải tiến hành các phép đo như trình bày trong A.2. Các giá trị cùng với độ tin cậy của phép đo có liên quan phải được ghi lại, báo cáo và công bố. Các vị trí được chỉ định giống với các vị trí được sử dụng cho các máy không có vị trí làm việc được chỉ định bởi nhà sản xuất (xem A.2.2).
A.3.2 Độ không tin cậy của phép đo
Độ không tin cậy K dưới dạng hai con số tuân theo ISO 4871:2009 phải như sau:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 2dB khi sử dụng ISO 3743-1:2010, ISO 3743-2:2009 hoặc ISO 3744:2010;
- 1 dB khi sử dụng ISO 3745:2012.
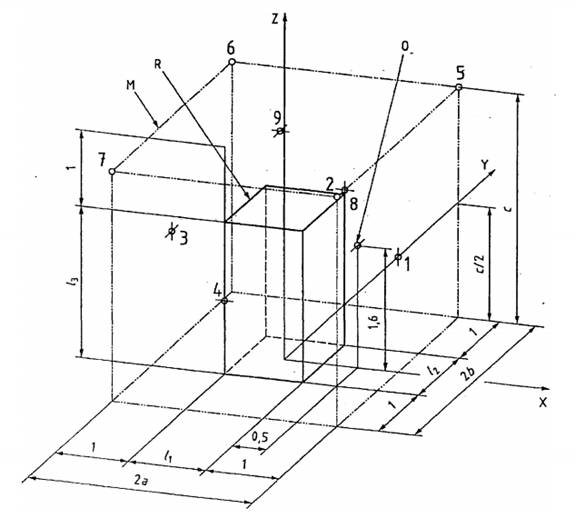
CHÚ DẪN:
M
Bề mặt đo
R
Khối tham chiếu
0
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 đến 9
Các vị trí của đầu thu để đo
l1
Chiều dài khối tham chiếu
l2
Chiều rộng khối tham chiếu
l3
Chiều cao khối tham chiếu
Hình A.1 - Bề mặt đo và các vị trí đầu thu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
CHÚ DẪN:
A-L Các vị trí đầu thu để đo
L1 Chiều dài của bề mặt bao
L2 Chiều rộng của bề mặt bao
L3 Chiều cao của bề mặt bao
d Khoảng cách giữa hai đầu thu kề nhau (không lớn hơn 2 m)
Hình A.2 - Ví dụ về các vị trí đầu thu khi mức áp suất âm phát thải trọng số A ở vị trí người vận hành vượt quá 80 dB và ít nhất một kích thước (L1 hoặc L2 hoặc L3) vượt quá 7 m
A.4 Các điều kiện lắp đặt và vận hành cho phép đo tiếng ồn
Trong khi thử tiếng ồn, máy phải được lắp đặt và vận hành theo chỉ dẫn/khuyến cáo của nhà sản xuất trong hướng dẫn vận hành.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các yêu cầu dưới đây phải được đáp ứng khi đo tiếng ồn:
a) Tất cả các bộ phận phụ tích hợp, các nguồn tiếng ồn liên quan ở chu trình thông thường và cho phép đo, ví dụ cơ cấu ăn dao dẫn động máy, cơ cấu kẹp bằng khí nén, phải hoạt động trong quá trình thử nghiệm;
b) Tất cả các rào chắn quan trọng, các thiết bị an toàn, các vỏ bao che tiếng ồn nội bộ, ...có liên quan phải ở vị trí quy định trong quá trình thử nghiệm;
c) Phù hợp với các yêu cầu về kích thước của nhà sản xuất máy, phải sử dụng các dụng cụ cắt thông thường sẵn có trên thị trường;
d) Các dụng cụ cắt phải được lắp đặt đúng cách theo các hướng dẫn của nhà sản xuất;
a) Sản phẩm cần gia công phải là các phiến đá làm từ đá cẩm thạch hoặc đá granite;
e) Kích thước của các phiến đá, các đặc tính của dụng cụ cắt, dữ liệu cắt và chế độ thử nghiệm phải tuân theo Bảng A.1.
Thông tin ghi lại và báo cáo phải bao gồm tất cả các dữ liệu yêu cầu bởi các tiêu chuẩn đo cơ sở được sử dụng, ví dụ: định danh chính xác của máy trong khi thử, môi trường âm, thiết bị đo, sự hiện diện và vị trí của người vận hành, nếu có.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải ghi lại và báo cáo tối thiểu các thông tin quy định trong Bảng A.1. Nếu trong tình huống đặc biệt, cần thiết phải điều chỉnh chúng thì điều kiện thực tế áp dụng cho thử nghiệm phải được ghi lại và báo cáo trong cột “Các điều kiện được chọn trong khoảng cho phép hoặc các điều kiện điều chỉnh khác với tiêu chuẩn” của Bảng A.1.
Mẫu Bảng A.1 có thể được sao chép, điều chỉnh và phân phối tùy ý.
Bảng A.1 - Quy tắc thử tiếng ồn - Bảng dữ liệu chung
Dữ liệu của máy
Nhà sản xuất: ……………………………………………………………………..
Kiểu: ……………………………………………………………………………….
Năm sản xuất: ………………………………… Số seri -N°:…………………….
Kích thước tổng thể của máy(a)
Chiều dài l1: ……mm Chiều rộng l2: …….mm Chiều cao l3: …..mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Lắp đặt máy
Đánh dấu/mô tả
Máy được lắp đặt theo các khuyến cáo của nhà sản xuất
Có □
Không □
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Máy được lắp ghép trong một vỏ ngăn cách tiếng ồn
Có □
Không □
Máy được trang bị vỏ bao che tiếng ồn bổ sung
Có □
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Không □
Các biện pháp kiểm soát tiếng ồn khác
Có □
Không □
Trình tự của hoạt động thử nghiệm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Các điều kiện được chọn trong phạm vi cho phép hoặc các điều kiện điều chỉnh khác với tiêu chuẩn
□Thử nghiệm 1 - Máy hoàn thiện bề mặt với băng vận chuyển - Đánh bóng các tấm đá cẩm thạch với đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
□Thử nghiệm 2 - Máy hoàn thiện bề mặt với băng vận chuyển - Đánh bóng các tẩm đá granit bằng đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
□Thử nghiệm 3 - Máy hoàn thiện bề mặt với băng vận chuyển - Đánh bóng các dải đá cẩm thạch bằng đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
□Thử nghiệm 4 - Máy hoàn thiện bề mặt với băng vận chuyển - Đánh bóng các dải đá granit bằng đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
□Thử nghiệm 5 - Máy hoàn thiện bề mặt với bàn cố định - Đánh bóng các tấm đá cẩm thạch với đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
□Thử nghiệm 6 - Máy hoàn thiện bề mặt với bàn cố định - Đánh bóng các tấm đá granit với đầu mài hoặc đánh bóng
Hướng làm việc: Trục x, theo hướng dọc của băng tải.
Vị trí sản phẩm: Ở giữa băng tải.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đối với từng máy chỉ áp dụng các thử nghiệm có liên quan được xác định ở trên
Dữ liệu dụng cụ cắt và dữ liệu mài hoặc đánh bóng
Các điều kiện tiêu chuẩn
Các điều kiện được chọn trong phạm vi cho phép hoặc các điều kiện điều chỉnh khác với tiêu chuẩn
□ Thử nghiệm 1 - Máy hoàn thiện bề mặt với băng tải
Số lượng đầu gia công tối thiểu làm việc đồng thời: 80%
Áp lực đầu gia công: tối thiểu 70%
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tốc độ cắt của băng tải: 1 m/min
□ Thử nghiệm 2 - Máy hoàn thiện bề mặt với băng tải
Số lượng đầu gia công tối thiểu làm việc đồng thời: 80 %
Áp lực đầu gia công: tối thiểu 70 %
Tốc độ dịch chuyển ngang tối đa: 40 m/min
Tốc độ cắt của băng tải: 1 m/min
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
□ Thử nghiệm 3 - Máy hoàn thiện bề mặt với băng tải
Số lượng đầu gia công tối thiểu làm việc đồng thời: 80 %
Áp lực đầu gia công: tối thiểu 70 %
Tốc độ dịch chuyển ngang tối đa: 10 m/min
Tốc độ cắt của băng tải: 3 m/min
□ Thử nghiệm 4 - Máy hoàn thiện bề mặt với băng tải
Số lượng đầu gia công tối thiểu làm việc đồng thời: 80 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tốc độ dịch chuyển ngang tối đa: 10 m/min
Tốc độ cắt của băng tải: 3 m/min
□ Thử nghiệm 5 - Máy hoàn thiện bề mặt với bàn cố định
Tốc độ cắt theo phương dọc: 0,5 m/min
Tốc độ cắt theo phương ngang: 5 m/min
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tốc độ cắt theo phương dọc: 0,5 m/min
Tốc độ cắt theo phương ngang: 5 m/min
Vật liệu thử nghiệm
Các điều kiện tiêu chuẩn
Các điều kiện được chọn trong phạm vi cho phép hoặc các điều kiện điều chỉnh khác với tiêu chuẩn
□Thử nghiệm 1 - Máy hoàn thiện bề mặt với băng tải
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chiều rộng tấm đá tối thiểu: 1500 mm
□Thử nghiệm 2 - Máy hoàn thiện bề mặt với băng tải
Chiều dài tấm đá tối thiểu: 2500 mm
Chiều rộng tấm đá tối thiểu: 1700 mm
□Thử nghiệm 3 - Máy hoàn thiện bề mặt với băng tải
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
□Thử nghiệm 4 - Máy hoàn thiện bề mặt với băng tải
Chiều rộng băng đá tối thiểu: 500 mm
□Thử nghiệm 5 - Máy hoàn thiện bề mặt với bàn cố định
Chiều dài tấm đá tối thiểu: 2500 mm
Chiều rộng tấm đá tối thiểu: 1700 mm
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
□Thử nghiệm 6 - Máy hoàn thiện bề mặt với bàn cố định
Chiều dài tấm đá tối thiểu: 2500 mm
Chiều rộng tấm đá tối thiểu: 1700 mm
Hình ảnh và minh họa chi tiết của máy được thử nghiệm
Kết quả kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phòng thử nghiệm
Hãng/Cơ quan: ……………………………………………..
Địa chỉ: ……………………………………………………….
Điện thoại: ………………………………..Ngày: ………….
Chữ ký: ………………………………………………………
Thực hiện thử nghiệm: ……………………………………..
Địa điểm: ……………………………………………………..
Ngày: ………………………………………………………….
A.6 Công bố và xác nhận các giá trị phát thải tiếng ồn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Với các máy có các vị trí làm việc được thiết kế bởi nhà sản xuất và ở đó mức phát thải tiếng ồn trọng số A đo được không vượt quá 80 dB, công bố giá trị ở các vị trí làm việc này. Ở nơi có giá trị nhỏ hơn 70 dB, thay vì giá trị đo được, giá trị công bố là: “LpA nhỏ hơn 70 dB”;
- Với các máy có các vị trí làm việc được thiết kế bởi nhà sản xuất và ở đó đo được ít nhất một mức áp suất phát thải trọng số A vượt quá 80 dB, công bố:
- Giá trị đo được ở các vị trí làm việc vượt quá 70 dB. Ở nơi có giá trị nhỏ hơn 70 dB, thay vì giá trị đo được, giá trị công bố là: “LpA nhỏ hơn 70 dB”;
- Giá trị đo được ở các vị trí trên lối đi bộ xung quanh máy (xem A.2.1). Ở nơi có giá trị nhỏ hơn 70 dB, thay vì giá trị, giá trị công bố là: “LpA nhỏ hơn 70 dB”;
- Với các máy không có các vị trí làm việc được thiết kế bởi nhà sản xuất, công bố các giá trị mức áp suất âm phát thải trọng số A đo được ở các vị trí trên đường đo xung quanh máy (xem A.2.1). Nêu rõ vị trí đo được giá trị cao nhất. Ở nơi có giá trị nhỏ hơn 70 dB, thay vì giá trị đo được, giá trị công bố là: “LpA nhỏ hơn 70 dB”.
Công bố tiếng ồn phải công bố rõ ràng các giá trị phát thải tiếng ồn đã xác định được theo quy tắc thử tiếng ồn này. Nó phải chỉ rõ tiêu chuẩn đo cơ sở đã được sử dụng và dựa vào quy tắc thử tiếng ồn này với các điều kiện vận hành bao gồm các chi tiết của các điều kiện vận hành và lắp đặt máy trong quá trình xác định phát thải tiếng ồn của nó. Công bố tiếng ồn phải chỉ rõ các điều chỉnh khác biệt so với quy tắc thử tiếng ồn này và/hoặc khác với tiêu chuẩn cơ sở được sử dụng, nếu có.
Nếu độ chính xác của các giá trị phát thải được công bố phải được xác nhận, các phép đo phải được thực hiện nhờ sử dụng cùng phương pháp và cùng các điều kiện vận hành như đã công bố của chúng. Công bố tiếng ồn phải đi cùng với tuyên bổ sau:
“Các số liệu được công bố là các mức phát thải và không nhất thiết phải là các mức làm việc an toàn cần thiết. Tồn tại mối tương quan giữa các mức phát thải tiếng ồn và mức độ phơi nhiễm, do vậy không thể sử dụng các công bố một cách tin cậy để xác định có hoặc không có các biện pháp bảo vệ. Các yếu tố ảnh hưởng đến mức độ phơi nhiễm thực tế của người lao động liên quan đến đặc tính của không gian làm việc và các nguồn tiếng ồn khác như số lượng máy và các quá trình liền kề khác. Mức phơi nhiễm cho phép cũng có thể thay đổi theo từng quốc gia. Tuy nhiên thông tin này có thể giúp ích cho người sử dụng máy thực hiện việc đánh giá tốt hơn về các mối nguy hiểm và rủi ro”.
Thông tin về phát thải tiếng ồn phải được đưa vào các tài liệu bán hàng khi cung cấp các dữ liệu làm việc.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thư mục tài liệu tham khảo
[1] ISO 7010:2012, Graphical symbols - Safety colours and safety signs - Registered safety signs (Ký hiệu đồ họa - Màu sắc an toàn và ký hiệu an toàn - Ký hiệu an toàn được đăng ký)
[2] ISO 11688-2:2000, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 2: Introduction to the physics of low-noise design (Âm học - Nguyên tắc thiết kế máy và thiết bị có tiếng ồn thấp - Phần 2: Giới thiệu về bản chất vật lý của việc giảm tiếng ồn thông qua các biện pháp thiết kế)
[3] ISO 13855:2010, Safety of machinery - Positioning of safeguards with respect to the approach speeds of parts of the human body (An toàn máy - Vị trí của các thiết bị bảo vệ trong mối quan hệ với tốc độ vận động của các bộ phận cơ thể người)
[4] ISO13856-3:2013, Safety of machinery - Pressure-sensitive protective devices - Part 3: General principles for design and testing of pressure-sensitive bumpers, plates, wires and similar devicet (An toàn máy - Thiết bị bảo vệ nhạy áp lực - Phần 3: Các nguyên tắc chung về thiết kế và thử nghiệm các tấm chắn nhạy áp, tấm nhạy áp, dây nhạy áp và các thiết bị tương tự)
[5] EN 388: 2003, Protective gloves against mechanical risks (Găng tay bảo hộ phòng chống các rủi ro cơ học)
[6] EN 614-1:2006+A1:2009, Safety of machinery - Ergonomic design principles - Part 1: Terminology and general principles (An toàn máy - Nguyên tắc thiết kế Ergonomic - Phần 1: Thuật ngữ và nguyên tắc chung)
[7] EN 620:2002+A1:2010, Continuous handling equipment and systems - Safety and EMC requirements for fixed belt conveyors for bulk materials (Thiết bị vận chuyển liên tục và hệ thống - An toàn và yêu cầu về tính tương thích điện từ (EMC) cho băng tải cố định để vận chuyển vật liệu rời)
[8] EN 894-1:1997+A1:2008, Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators (An toàn máy - Yêu cầu Ergonomics cho thiết kế màn hình và bộ phận điều khiển - Phần 1: Nguyên tắc chung cho tương tác của con người với màn hình và bộ điều khiển)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[10] EN 894-3:2000+A1:2008, Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators (An toàn máy - Yêu cầu Ergonomics cho thiết kế màn hình và bộ phận điều khiển - Phần 3: Bộ phận điều khiển)
[11] EN 894-4:2010, Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 4: Location and arrangement of displays and control actuators (An toàn máy - Yêu cầu Ergonomics cho thiết kế màn hình và bộ phận điều khiển truyền động - Phần 4: Vị trí và sắp xếp màn hình, bộ điều khiển)
[12] EN 1005-1:2001+A1:2008, Safety of machinery - Human physical performance - Part 1: Terms and definitions (An toàn máy - Khả năng thể chất con người - Phần 1: Các thuật ngữ và định nghĩa)
[13] EN 1005-3:2002+A1:2008, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (An toàn máy - Khả năng thể chất con người - Phần 3: Khuyến cáo giới hạn lực cho hoạt động máy)
[14] EN 50525-2-21:2011, Electric cables - Low voltage energy cables of rated voltages up to and including 450/750 V (UO/U) - Part 2-21: Cables for general applications - Flexible cables with crosslinked elastomeric insulation (Dây cáp điện - Cáp điện áp thấp có điện áp danh định 450/750 V (UO/U) - Phần 2-21: Cáp công dụng chung - Cáp mềm có cách điện đàn hồi)
[15] EN 60073:2002, Basic and safety principles for man-machine interface, marking and identification - Coding principles for indicators and actuators (Nguyên tắc cơ bản và an toàn cho phân cách người-máy, ghi nhãn - Nguyên tắc mã hóa cho các thiết bị hiển thị và các bộ phận phục vụ)
[16] EN 61310-1:2008, Safety of machinery - Indication, marking and actuation - Part 1: Requirements for visual, acoustic and tactile signals (An toàn máy - Công bố, ghi nhãn và phục vụ - Phần 1: Yêu cầu đối với khả năng nhìn, khả năng nghe và xúc giác)
[17] EN 61496-2:2013, Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirements for equipment using active opto-electronic protective devices (AOPDs) (An toàn máy - Thiết bị bảo vệ không tiếp xúc - Phần 2: Các yêu cầu cụ thể đối với thiết bị sử dụng thiết bị bảo vệ quang điện tử (AOPD))
[18] EN 61800-5-1:2007, Adjustable speed electrical power drive systems - Part 5-1: Safety requirements - Electrical, thermal and energy (Hệ thống truyền động điện với tốc độ quay điều chỉnh được - Phần 5-1: Yêu cầu an toàn - Yêu cầu về điện, nhiệt và năng lượng)
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
MỤC LỤC
Lời giới thiệu
Lời nói đầu
1 Phạm vi áp dụng
2 Tài liệu viện dẫn
3 Thuật ngữ và định nghĩa
4 Danh mục các mối nguy hiểm đáng kể
5 Yêu cầu về an toàn và/hoặc các biện pháp bảo vệ
6 Thông tin cho sử dụng
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thư mục tài liệu tham khảo
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây