Tiêu chuẩn quốc gia TCVN 6145:2007 (ISO 3126 : 2005) về Hệ thống ống nhựa nhiệt dẻo - Các chi tiết bằng nhựa - Phương pháp xác định kích thước
Tiêu chuẩn quốc gia TCVN 6145:2007 (ISO 3126 : 2005) về Hệ thống ống nhựa nhiệt dẻo - Các chi tiết bằng nhựa - Phương pháp xác định kích thước
| Số hiệu: | TCVN6145:2007 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2007 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN6145:2007 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2007 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Chiều dày thành |
Yêu cầu độ chính xác của kết quả riêng lẻ |
Giá trị trung bình số học được làm chính xác đến: a |
|
≤ 10 > 10 và ≤ 30 > 30 |
0,03 0,05 0,1 |
0,05 0,1 0,1 |
|
a Giá trị trung bình được làm tròn |
||
5.2.2. Chiều dày thành lớn nhất và nhỏ nhất
Di chuyển dụng cụ đo cho đến khi xác định được vị trí thích hợp lớn nhất/hoặc nhỏ nhất của chiều dày thành ở mặt cắt ngang đã chọn và ghi lại các giá trị đọc được.
5.2.3. Chiều dày thành trung bình
Ở mỗi mặt cắt ngang được chọn, thực hiện ít nhất sáu lần đo chiều dày thành tại các khoảng cách đều nhau xung quanh đường chu vi.
Từ các giá trị thu được, tính giá trị trung bình số học, làm tròn số theo bảng 1 và ghi lại cách tính chiều dày thành trung bình, em.
5.3. Đường kính
5.3.1. Quy định chung
5.3.1.1. Chọn các thiết bị hoặc dụng cụ và các quy trình liên quan để đo đường kính (ngoài và trong) của mẫu thử tại các mặt cắt ngang đã được chọn, sao cho độ chính xác của kết quả phù hợp với bảng 2, trừ khi có quy định khác của chuẩn đối chiếu.
Bảng 2 – Phương pháp đo đường kính
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đường kính danh nghĩa
DN
Yêu cầu độ chính xác của kết quả riêng lẻ
Giá trị trung bình số học làm tròn chính xác đến: a
≤ 600
600 < DN ≤ 1600
> 1600
0,1
0,2
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,1
0,2
1
a Giá trị trung bình được làm tròn.
5.3.1.2. Để đo đường kính của các chi tiết, chọn mặt cát ngang theo 5.1.4.
5.3.2. Phương pháp đo đường kính lớn nhất và nhỏ nhất
Di chuyển dụng cụ đo ở từng mặt cắt ngang được chọn cho đến khi xác định được giá trị phù hợp nhất của đường kính và ghi lại giá trị đọc được.
5.3.3. Đường kính ngoài trung bình
Đường kính ngoài trung bình, de,m được xác định hoặc bằng:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
b) giá trị tính được từ một loạt các phép đo riêng lẻ theo bảng 3, được đo tại các khoảng cách bằng nhau xung quanh mỗi mặt cắt ngang được chọn.
Trong trường hợp b), tính giá trị trung bình số học của các phép đo riêng lẻ, làm tròn số theo bảng 2 và ghi lại cách tính đường kính ngoài trung bình, de,m.
Bảng 3 – Số lượng các phép đo đường kính riêng lẻ cho kích thước danh nghĩa được chọn
Kích thước danh nghĩa của ống hoặc phụ tùng
Số lượng các phép đo đường kính riêng lẻ quy định cho mặt cắt ngang được chọn
≤ 40
> 40 và ≤ 600
> 600 và ≤ 1600
> 1600
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6
8
12
5.3.4. Đường kính trong trung bình
Sử dụng dụng cụ theo 5.3.1.1 để xác định, hoặc là:
a) đo riêng lẻ một loạt các phép đo tại các khoảng cách bằng nhau theo bảng 3 ; hoặc
b) dùng thước p đo trực tiếp.
Tính giá trị trung bình số học của các phép đo riêng lẻ ở a), làm tròn số theo bảng 2 và ghi lại cách tính đường kính trong trung bình, di,m.
5.3.5. Đường kính dung hòa
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
dm = de,m – em;
dm = di,m – em;
dm = 0,5(de,m + di,m).
Trong đó:
de,m là đường kính ngoài trung bình tại mặt cắt ngang thích hợp;
em là chiều dày thành trung bình tại mặt cắt ngang thích hợp;
di,m là đường kính trong trung bình tại mặt cắt ngang thích hợp;
Ghi lại đường kính trung bình tính được sau khi làm tròn số theo bảng 2.
CHÚ THÍCH Cách tiến hành này không áp dụng cho ống và phụ tùng có cấu trúc thành là nhựa nhiệt dẻo.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Xác định giá trị chính xác nhất của đường kính quy định ở mặt cắt ngang được chọn theo 5.3.2 với độ chính xác như quy định ở bảng 4 và tính độ ôvan như đã được định nghĩa trong tiêu chuẩn sản phẩm liên quan.
Bảng 4 – Độ chính xác của phép đo độ ôvan
Đường kính danh nghĩa
DN
Độ chính xác quy định của kết quả riêng lẻ
≤ 315
315 < DN ≤ 600
> 600
0,1
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1
5.5. Chiều dài ống
5.5.1. Chọn thiết bị hoặc dụng cụ đo và các quy trình kết hợp sao cho độ chính xác của các kết quả phù hợp với bảng 5, trừ khi có quy định ở chuẩn đối chiếu.
Bảng 5 – Phép đo chiều dài
Chiều dài
mm
Độ chính xác quy định của kết quả riêng lẻ
Giá trị trung bình số học làm tròn chính xác đến: a
≤ 1000
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1 mm
0,1 %
1 mm
1 mm
a Giá trị trung bình được làm tròn.
5.5.2. Dùng dụng cụ theo 5.5.1 để xác định chiều dài toàn bộ và/hoặc chiều dài hữu hiệu của từng ống, theo quy định.
Để xác định toàn bộ chiều dài của ống, tiến hành đo bề mặt trong hoặc ngoài, tại ít nhất ba điểm lấy ở các khoảng cách bằng nhau quanh đường chu vi, song song dọc theo trục ống. Các ống được cắt bằng máy phải đảm bảo cắt được tốt nhất để đo được ở một vị trí.
Khi sử dụng cách tính giá trị trung bình số học từ các giá trị đo được, làm tròn số theo bảng 5 và ghi lại kết quả của toàn bộ chiều dài của ống.
Từ chiều dài toàn bộ của ống, trừ đi độ lâu lồng vào đầu nong, nếu có và ghi lại kết quả thu được của chiều dài toàn bộ của ống.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.6.1. Quy định chung
Chọn các thiết bị hoặc dụng cụ và các quy trình kết hợp để đo độ lệch so với mặt vuông góc của đầu ống và phụ tùng sao cho độ chính xác ước lượng của phép đo là 0,5 mm đối với DN ≤ 200 và 1 mm với DN > 200, trừ khi có quy định khác ở chuẩn đối chiếu.
5.6.2. Nguyên tắc
Các quy định sau đây nhằm xác định bề mặt ngoài của ống hoặc phụ tùng song song với trục dọc của chúng. Quy trình này có thể được xác định bằng cách sử dụng một êke bằng thép hoặc đo bằng quả dọi được xem như là mặt phẳng đối chiếu thông qua một số dụng cụ có thể đưa được êke đặt vào trục của chi tiết. Kỹ thuật dùng êke thép thích hợp cho các chi tiết có kích thước nhỏ và trung bình trong khi dây dọi lại phù hợp cho các chi tiết có kích thước trung bình hoặc lớn.
Theo hình 1, êke thép hoặc dây dọi được đặt ở tư thế sao cho sát với chi tiết. Sau đó lấy đường kính ngoài và khoảng cách, L1, đo được để tính độ lệc so với mặt vuông góc, g (xem hình 1).
Nếu đầu ống hoặc phụ tùng vuông theo trục dọc của nó thì sẽ không có chênh lệch nào ở khoảng cách so với mặt phẳng đối chiếu và từ hai điểm bất kỳ lấy theo đường kính ở đầu của chi tiết, khi đó được xác định là đã vuông theo trục dọc (xem hình 1).
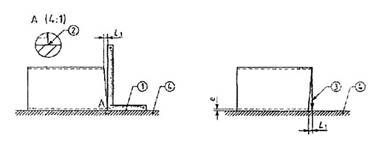
Chú giải
1. Êke bằng thép 90o
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Dây dọi
4. Tấm phẳng
Hình 1 – Xác định độ lệch so với mặt vuông góc của đầu ống
5.6.3. Cách tiến hành
5.6.3.1. Sử dụng êke bằng thép
Xác định đường kính ngoài của chi tiết như đã mô tả ở 5.3.3.
Đặt chi tiết trên một tấm có mặt phẳng nằm ngang. Dùng cách chèn giữa chi tiết và mặt phẳng để khống chế các vấn đề của đầu nong hoặc như những chỗ nhô lên làm cho trục của chi tiết không nằm song song với mặt phẳng.
Vị trí êke nhìn như ở hình 1 sao cho sát vào chi tiết ngang qua đường kính của nó.
Quay chi tiết cho đến khi nó ở vị trí nơi kẽ hở giữa êke và đầu ống cao nhất. Nếu êke chỉ chạm lên một điểm thì tiến hành đo và ghi lại khoảng cách lớn nhất, L1, (xem hình 1) tại điểm đối diện theo đường kính với điểm tiếp xúc.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
![]()
Trong đó:
g là độ lệch so với mặt vuông góc, tính bằng độ;
L1 là khoảng cách lớn nhất giữa các khoảng cách trên và dưới của mặt phẳng, tính bằng milimét;
de là đường kính ngoài của chi tiết, tính bằng milimét.
5.6.3.2. Sử dụng quả dọi
Xác định đường kính ngoài của chi tiết như đã mô tả ở 5.3.3.
Đặt chi tiết trên một tấm có mặt phẳng nằm ngang. Dùng cách chèn giữa chi tiết và mặt phẳng để khống chế các vấn đề của đầu nong hoặc như những chỗ nhô lên làm cho trục của chi tiết không nằm song song với mặt phẳng.
Vị trí của dây dọi trên đỉnh của chi tiết nhìn như ở hình 1 và điều chỉnh chiều dài sao cho khoảng cách giữa quả dọi và bề mặt tương ứng với chiều dày thành của chi tiết.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Nếu dây dọi không chạm vào chi tiết tại điểm tiếp xúc với bề mặt thì tiến hành đo và ghi lại khoảng cách lớn nhất, L1, (xem hình 1) tại điểm đối diện theo đường kính với điểm tiếp xúc.
Nếu không có quy định khác ở chuẩn đối chiếu thì tính độ lệch so với mặt vuông góc theo công thức sau:
![]()
Trong đó:
g là độ lệch so với mặt vuông góc, tính bằng độ;
L1 là khoảng các lớn nhất giữa các khoảng cách trên và dưới của mặt phẳng, tính bằng milimét;
de là đường kính ngoài của chi tiết, tính bằng milimét.
6. Xác định các đặc tính hình học khác có liên quan đến phụ tùng
6.1. Quy định chung
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- 6.2. Nối góc;
- 6.3. Ống nhánh;
- 6.4. Chuyển bậc.
Sự lựa chọn các dụng cụ và/hoặc các quy trình đã đưa ra ở các điều này có thể áp dụng độ chính xác của phép đo phải phù hợp với 6.2.1, 6.3.1, 6.4.1, và 7.1.
Bảng 6 – Các phép đo khác
Kích thước tính bằng milimét trừ khi có quy định khác
Phép đo cho:
Độ chính xác quy định của kết quả riêng lẻ
Giá trị trung bình số học làm tròn chính xác đến: a
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
≤ 10
> 10 và ≤ 200
> 200 và ≤ 1000
> 1000 và ≤ 4000
0,1
0,5
1
0,1 %
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
0,1
1
1
1
Các kích thước góc
1o
1o
a Giá trị trung bình làm tròn.
6.2. Nối góc
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chọn các thiết bị hoặc dụng cụ và các quy trình liên kết để đo các kích thước của nối góc sao cho độ chính xác của kết quả riêng lẻ phù hợp với bảng 6, trừ khi có quy định khác ở chuẩn đối chiếu.
Trước khi bắt đầu đo, kiểm tra độ lệch so với mặt vuông góc của các đầu phụ tùng theo quy trình đã mô tả ở 5.6. Nếu có một đầu không vuông góc với trục của phụ tùng thì phải được xem xét trong khi tính toán.
6.2.2. Sự thay đổi góc và chiều dài hữu ích
Xác định sự thay đổi góc và chiều dài hữu ích của nối góc như sau:
a) áp dụng quy trình mô tả ở 5.3.3, đo và ghi lại đường kính ngoài trung bình d1 và d2 của các đầu chi tiết;
b) sử dụng dụng cụ như thước cặp vecne hoặc thước cặp panme đo độ sau để đo đoạn được lồng vào đầu nong, L5, được xác định ở chuẩn đối chiếu, nếu có thể được;
c) đặt một đầu của nối góc trên bề mặt hoặc bề mặt đối chiếu nhìn như ở hình 2;
d) đặt một cạnh thẳng dài vừa đủ để chạm được đến bề mặt đối chiếu đi ngang qua đường kính của đầu phía trên nhìn như ở hình 2;
e) sử dụng êke bằng thép hoặc dụng cụ khác, đo và ghi lại chiều dài, L4, [xem hình 2a) hoặc hình 2b)];
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
g) sử dụng dụng cụ hoặc công thức sau đây để đo và tính góc q. Độ chính xác của kết quả phải phù hợp với bảng 5.
![]()
Nếu sử dụng sự bù đối với độ lệch so với mặt vuông góc của một hoặc hai đầu chi tiết.
Tính chiều dài hữu ích, L5 (xem hình 2), theo một trong các công thức sau:
![]() , nếu đầu dưới là
đầu nong [(xem hình 2a)];
, nếu đầu dưới là
đầu nong [(xem hình 2a)];
![]() , nếu đầu dưới là
đầu không nong [(xem hình 2b)];
, nếu đầu dưới là
đầu không nong [(xem hình 2b)];
Trong đó:
d1 là đường kính ngoài trung bình của đầu nong;
d2 là đường kính ngoài trung bình của đầu không nong;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L4 là khoảng cách thẳng đứng tính từ bề mặt hoặc bề mặt đối chiếu đến điểm gần nhất của đầu trên (xem hình 2);
L5 là độ sâu lồng vào đầu nong (đo được hoặc cho trước) như quy định ở chuẩn đối chiếu;
q là góc của phụ tùng.
Ghi lại giá trị thu được của La,sp và/hoặc sau khi làm tròn số theo bảng 6.
CHÚ THÍCH Trong trường hợp chi tiết hoàn toàn là đầu nong hoặc đầu không nong, d2 tương ứng với d1 thì có thể thay bằng d1 hoặc d2 trong công thức tương ứng.
Chú giải
1. bề mặt đối chiếu
a) nối góc có đầu dưới nong
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Chú giải
1. Bề mặt đối chiếu
b) nối góc có đầu dưới không nong
Hình 2 – Sự sắp xếp theo quy trình
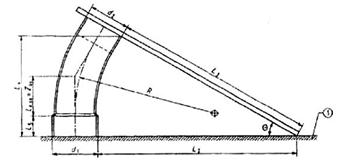
6.2.3. Bán kính cong
CHÚ THÍCH Bán kính cong chỉ có thể xác định được nếu chiều dài thẳng của đầu phụ tùng được nhà sản xuất cung cấp.
Tính bán kính cong theo một trong các công thức sau:
, cho đầu phụ tùng là đầu không nong;
, cho đầu phụ tùng là đầu được nong.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
R là bán kính cong;
Le,sp là chiều dài hữu ích đầu phụ tùng không nong;
L… là chiều dài hữu ích đầu phụ tùng được nong;
L là chiều dài thẳng đã cho của đầu phụ tùng sử dụng;
L5 là độ sâu lồng vào của đầu nong (đo được hoặc cho trước) theo quy định ở chuẩn đối chiếu;
q là góc phụ tùng được xác định ở 6.2.2 (xem hình 2).
6.3. Ống nhánh
6.3.1. Quy định chung
Chọn các thiết bị hoặc dụng cụ và các quy trình kết hợp sao cho độ chính xác của kết quả phù hợp với bảng 6, trừ khi có quy định khác ở chuẩn đối chiếu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.3.2. Chiều dài hữu ích của ống chính
Áp dụng quy trình đo như mô tả ở 5.5.2 để đo chiều dài toàn bộ ống chính của phụ tùng.
Ghi lại giá trị lớn nhất của hai phép đo, làm tròn số toàn bộ chiều dài L5 của ống chính đo được theo bảng 6 (xem hình 3).
Nếu có thể, dùng dụng cụ như thước Vecne hoặc thước cặp panme đo độ sâu để đo đoạn lồng vào đầu nong, L5.
Tính chiều dài hữu ích Lem, theo công thức:
Lem = L6 – L5, cho ống chính có một đầu nong;
Lem = L6 – 2L5, cho ống chính có hai đầu nong;
Trong đó:
Lem là chiều dài hữu ích của ống chính;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L6 là toàn bộ chiều dài của ống chính (xem hình 3).
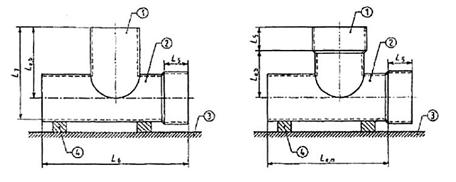
Chú giải
1. Ống nhánh
2. Ống chính
3. Bề mặt đối chiếu
4. Nêm chèn
Hình 3 – Phép đo chiều dài của ba chạc xiên
6.3.3. Chiều dài hữu ích của ống nhánh
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tính giá trị trung bình của L7.1 và L7.2 và ghi lại giá trị thu được, làm tròn số theo bảng 6, được coi là chiều dài L7 (xem hình 4). Đối với nhánh 90o, chỉ cần thực hiện một phép đo (xem hình 3).
Dùng dụng cụ như thước cặp Vecne hoặc thước cặp panme đo độ sâu để đo đoạn lồng vào đầu nong, L5, như quy định ở chuẩn đối chiếu.
Áp dụng quy trình như mô tả ở 5.3.4, xác định đường kính trong của ống chính.
Tính chiều dài hữu ích của ống chính, Le,b theo công thức sau:
![]() , cho ống nhánh có
đầu không nong;
, cho ống nhánh có
đầu không nong;
![]() , cho ống nhánh có
đầu được nong.
, cho ống nhánh có
đầu được nong.
Trong đó:
di,m là đường kính trong trung bình ống chính của nhánh;
Le,b là chiều dài hữu ích ống nhánh;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
L7 là chiều dài trung bình của L7.1 và L7.2 đo được (xem hình 4), chẳng hạn L7 = 0,5(L7.3 + L7.2);
q là góc phụ tùng được xác định ở 6.2.2.
CHÚ THÍCH trong trường hợp góc nhánh là 90o thì sinq = 1.
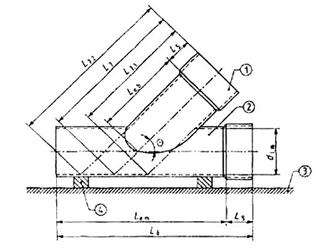
Chú giải
1. Ống nhánh
2. Ống chính
3. Bề mặt đối chiếu
4. Cái chèn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
6.4. Chuyển bậc
6.4.1. Quy định chung
Chọn các thiết bị dụng cụ và các quy trình kết hợp để đo các kích thước sao cho độ chính xác của kết quả riêng lẻ phù hợp với bảng 6, trừ khi có quy định khác ở chuẩn đối chiếu.
Trước khi bắt đầu đo, kiểm tra độ lệch so với mặt vuông góc của các đầu phụ tùng theo quy định đã mô tả ở 5.6. Nếu có một đầu không vuông góc với trục của phụ tùng thì phải được xem xét trong khi tính bằng cách đối chiếu với kết quả tính được với điểm nhô ra nhiều nhất của đầu cắt.
6.4.2. Chiều dài hữu ích
Đặt đầu lớn hơn của chuyển bậc trên một tấm phẳng.
Tại hai vị trí đối diện theo đường kính và song song với trục, đo chiều dài L8.1 và L8.2 (xem hình 5).
Tính giá trị trung bình của hai phép đo, làm tròn số theo bảng 5 và ghi lại kết quả và được coi là L8
Tại đường kính đầu to của đầu nong, nếu có, dùng dụng cụ như thước cặp Vecne hoặc thước cặp panme đo độ sâu để xác định giá trị trung bình của độ sâu lồng vào đầu nong thông qua các phép đo được tiến hành ở các vị trí như nhau xung quanh chu vi. Ghi lại độ sâu trung bình lồng vào đầu nong, là L5,L
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tính chiều dài hữu ích, Le,r theo công thức sau:
Le,r = L8 - L5,L - L5,S
Trong đó:
Le,r là chiều dài hữu ích của chuyển bậc;
L8 là toàn bộ chiều dài, chẳng hạn như giá trị trung bình của hai chiều dài đo được;
L5,L là độ sâu lồng vào đầu nong, nếu có, tại đường kính của đầu to;
L5,S là độ sâu lồng vào đầu nong, nếu có, tại đường kính của đầu nhỏ.
6.4.3. Chiều dài của đoạn vuốt thon
Đặt đầu lớn hơn của chuyển bậc trên bề mặt đối chiếu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Đo chiều dài L… và L… của hai đoạn hình trụ (xem hình 5) theo 5.5.2 và ghi lại kết quả các phép đo sau khi làm tròn số theo bảng 6.
Tính chiều dài đoạn vuốt thon L1 và ghi lại giá trị thu được theo công thức sau:
…
Trong đó:
L8 là toàn bộ chiều dài của chuyển bậc;
L… và L… là chiều dài của các đoạn thẳng.
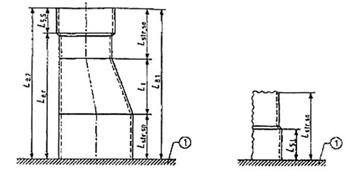
Chú giải
1. Bề mặt đối chiếu
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7. Bích, bích tự do và mặt bích
7.1. Quy định chung
Chọn các thiết bị hoặc dụng cụ và các quy trình liên kết để đo các kích thước sau đây sao cho độ chính xác của kết quả phù hợp với bảng 6, trừ khi có quy định khác.
CHÚ THÍCH Các kích thước để đo hoặc để tính được cho ở hình 6 và/hoặc hình 7.
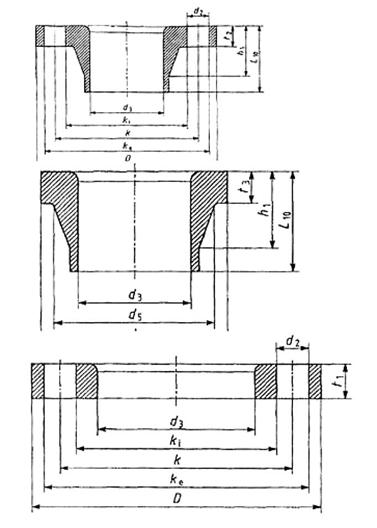
Hình 7 – Kích thước của mặt bích và bích tự do
7.2. Đường kính ngoài của bích, bích tự do và mặt bích
Áp dụng quy trình mô tả ở 5.3.3, xác định đường kính ngoài trung bình, D, của bích [xem hình 6 và hình 7a)].
7.3. Đường kính lỗ của bích hoặc mặt bích
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.4. Đường kính lỗ lắp bulông
Áp dụng quy trình mô tả ở 5.3.4, xác định và ghi lại đường kính của từng lỗ lắp bulông, d4 [xem hình 6 và hình 7a)].
7.5. Sự phân bố lắp bulông
Nếu đường kính của lỗ lắp bulông được xác định theo 7.4 cho tất cả các kích cỡ là như nhau, thì đo với độ chính xác theo bảng 6 và ghi lại từng khoảng cách theo đường thẳng, c1, giữa các mép của lỗ lắp bulông sát cạnh nhau.
Nếu đường kính của lỗ lắp bulông được xác định theo 7.4 cho các kích cỡ khác nhau, thì đo với độ chính xác theo bảng 6 và ghi lại từng khoảng cách theo đường thẳng, c2, giữa các tâm của lỗ lắp bulông bằng cách đo khoảng cách theo đường thẳng, c1, giữa các mép của lỗ lắp bulông sát cạnh nhau và cộng thêm một nửa đường kính của từng lỗ lắp bulông được xác định theo 7.4.
7.6. Tính đồng tâm của đường kính vòng tròn lỗ lắp bulông
7.6.1. Nếu đường kính của lỗ lắp bulông được xác định theo 7.4 cho tất cả các kích cỡ là như nhau, thì đo với độ chính xác theo bảng 6 và ghi lại từng khoảng cách theo đường thẳng, b1, giữa các lỗ lắp bulông và đường kính.
Trong trường hợp bích đặc, đo và ghi lại từng khoảng cách theo đường thẳng, b2, giữa các lỗ lắp bulông và đường kính ngoài của bích.
7.6.2. Nếu đường kính của lỗ lắp bulông được xác định theo cho các kích cỡ khác nhau, thì đo với độ chính xác theo bảng 6 và ghi lại từng khoảng cách theo đường thẳng, b3, giữa các tâm của lỗ lắp bulông và đường kính bằng cách đo khoảng cách, b1, và cộng thêm một nửa đường kính của từng lỗ lắp bulông được xác định theo 7.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.7. Đường kính của vòng tròn đi qua các tâm của lỗ lắp bulông
Xác định đường kính trung bình các mép trong lỗ lắp bulông, ki, hoặc đường kính trung bình các mép ngoài lỗ lắp bulông, ke, [xem hình 6 và hình 7a)] với độ chính xác theo bảng 6, bằng cách lấy n/2 các phép đo, trong đó n là số lượng các lỗ lắp bulông và tính giá trị trung bình.
Tính đường kính của vòng tròn đi qua các tâm của lỗ lắp bulông, k, theo công thức sau:
k = k1 + d4
hoặc
k = ke - dA
trong đó, dA là kích thước lỗ được xác định theo 7.4 hoặc giá trị trung bình các kích thước của lỗ trong trường hợp các kích thước lỗ khác nhau, ví dụ dA = 0,5(d4,1 + d4,2) trong trường hợp có hai kích thước khác nhau.
Làm tròn số đường kính trung bình tính được phù hợp với bảng 2 và ghi lại kết quả và được coi là đường kính của vòng tròn đi qua các tâm của lỗ lắp bulông, k.
7.8. Đường kính vai của bích và mặt bích
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.9. Độ dày của bích và mặt bích
Sử dụng cụ theo 5.2.1 và quy trình mô tả ở 5.2.3, xác định độ dày trung bình, t1,t2 hoặc t3 của bích và mặt bích như quy định [xem hình 6 và hình 7b)].
7.10. Chiều dài của bích và mặt bích
Đặt bích trên một bề mặt đối chiếu và đo chiều dài theo 5.5.2 [ xem h1 và L10 ở hình 6 và hình 7b)] tại ít nhất bốn điểm bằng nhau được đặt xung quanh bích.
Tính giá trị trung bình của các kết quả thu được, làm tròn số theo bảng 5 và ghi lại giá trị trung bình tính được và được coi là chiều dài h1 hoặc toàn bộ chiều dài L10 của các bích hoặc mặt bích.
Chọn các thiết bị hoặc dụng cụ và các quy trình kết hợp để đo các kích thước không quy định ở điều 5.2 đến điều 7, sao cho độ chính xác của kết quả phù hợp với bảng 6, trừ khi có quy định khác ở chuẩn đối chiếu.
Sử dụng cụ như trên để xác định các kích thước không quy định ở điều 5.2 đến điều 7 phù hợp với điều 5.1 và ghi lại kết quả thu được sau khi đã làm tròn số theo bảng 6.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
[1] ISO 3534 - 1, Stastics – Vocabulary and symbols – Part 1: Probability and general statistical terms
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây