Tiêu chuẩn quốc gia TCVN 9276:2012 về Sơn phủ bảo vệ kết cấu thép – Hướng dẫn kiểm tra, giám sát chất lượng quá trình thi công
Tiêu chuẩn quốc gia TCVN 9276:2012 về Sơn phủ bảo vệ kết cấu thép – Hướng dẫn kiểm tra, giám sát chất lượng quá trình thi công
| Số hiệu: | TCVN9276:2012 | Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** | Người ký: | *** |
| Ngày ban hành: | 01/01/2012 | Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật | Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
| Số hiệu: | TCVN9276:2012 |
| Loại văn bản: | Tiêu chuẩn Việt Nam |
| Nơi ban hành: | *** |
| Người ký: | *** |
| Ngày ban hành: | 01/01/2012 |
| Ngày hiệu lực: | Đã biết |
| Ngày công báo: | Đang cập nhật |
| Số công báo: | Đang cập nhật |
| Tình trạng: | Đã biết |
|
Hướng dẫn xử lý |
SSPC |
TCVN 8790 (*) |
ASTM D2200 |
NACE |
|
|
Phương pháp AA |
Phương pháp BB |
||||
|
Làm sạch bằng phương pháp thổi mạnh để đạt đến bề mặt kim loại màu trắng |
SSPC-SP5 |
Sa3 |
Sa 3 |
SP5 |
1 |
|
Làm sạch bằng phương pháp thổi mạnh |
SSPC -SP10 |
Sa |
Sa |
SP10 |
2 |
|
Làm sạch bằng phương pháp thổi vừa phải |
SSPC - SP6 |
Sa 2 |
Sa 2C |
SP6 |
3 |
|
Làm sạch bằng phương pháp thổi nhẹ |
SSPC - SP7 |
Sa 1 |
Sa 1 |
SP 7 |
4 |
|
Làm sạch bằng phương pháp thổi công nghiệp |
SSPC-SP14 |
- |
- |
- |
8 |
CHÚ THÍCH 1:
(*) TCVN 8790: Mục 4.3.2 - Làm sạch bằng chất mài mòn khô;
A Phương pháp A là tiêu chuẩn ISO/Thụy Điển;
B Phương pháp B là tiêu chuẩn SSPC-VIS-1;
C Tiêu chuẩn kiểm tra trực quan độ sạch Sa 2 là không tương ứng với định nghĩa trong tiêu chuẩn SSPC (SP6) và độ sạch thổi vừa phải.
5.3.5.5. Kiểm soát kỹ những vết bẩn dầu mỡ hay bất kỳ vết bẩn nào trên bề mặt trước khi phun. Khi phun cát, tất cả các chất bẩn phải được loại bỏ bằng dung môi (xem tại 5.3.1). Bề mặt được phun phải khô, được chải với bàn chải sạch, thổi với không khí khô không có dầu và hơi ẩm, hay làm sạch bằng hút chân không để làm sạch tất cả các bụi bẩn do quá trình thổi còn lưu lại trên bề mặt đồng thời để làm sạch những vị trí góc cạnh mà thiết bị phun cát không xử lý được.
5.3.5.6. Bề mặt sau khi đã làm sạch bằng phun cát phải được sơn lót ngay trong ngày, thích hợp nhất là trong khoảng thời gian 8 h sau khi phun cát làm sạch, hoặc trước khi chưa có bất kỳ vết gỉ nào xuất hiện. Nếu xuất hiện gỉ hoa trên bề mặt thì phải phun cát làm sạch lại.
5.3.6. Làm sạch bằng phun nước áp lực cao: cần sử dụng nước sạch, có hoặc không có hạt mài mòn, được sử dụng xen kẽ nhau để phun với mục đích giảm thiểu lượng bụi vào không khí. Áp suất vòi phun phải lớn hơn 137900 KPa để có thể loại bỏ toàn bộ lớp sơn cũ nếu như chỉ dùng nước. Việc phun nước áp suất cao không kết hợp hạt mài mòn không thể loại bỏ via cán hay các bề mặt thép có nhám thép đã gắn chặt. Bề mặt phải khô hay được làm khô trước khi sơn. Tiêu chuẩn SSPC SP-12/NACE 5 đưa ra các định nghĩa về các mức độ sạch có thể khi sử dụng nước áp lực cao. Tiêu chuẩn SSPC-VIS 4/NACE No.7 đánh giá bề mặt thép đã làm sạch bằng phương pháp phun nước.
5.4. Làm sạch và xử lý các bề mặt khác nhau
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4.1. Bề mặt thép
Loại bỏ gỉ và ba via cũng được thực hiện bằng các phương thức nêu trên đó là làm sạch bằng tay, máy hay phun cát.
5.4.1.1. Bề mặt có kết cấu phức tạp, tất cả chất bẩn và các mảnh vụn phải bị loại bỏ khỏi các vị trí như: các hốc, các đường nứt, các vị trí mối nối, khớp nối, phía trên bề mặt ngang... các mảnh vụn nằm chất đống trên bề mặt ngang của kết cấu cần loại bỏ. Đặc biệt chú ý tới các vị trí khó kiểm tra như vùng đỉnh, mặt sau của đai ốc hay bulong, mặt dưới của chi tiết kết cấu………
5.4.2. Bề mặt mạ kẽm
Bề mặt đã được phủ lớp mạ kẽm cần được làm sạch và xử lý theo hướng dẫn trong tiêu chuẩn ASTM D 2092. Mặt khác, bề mặt có thể để được trong thời tiết ít nhất 6 tháng trước khi làm sạch và sơn.
5.4.3. Bề mặt nhôm
5.4.3.1. Làm sạch hoàn toàn dầu mỡ khỏi bề mặt nhôm là rất quan trọng. Làm sạch dầu mỡ bằng hơi hay nhúng trong dung dịch làm sạch bằng kiềm hoặc axit thường được sử dụng trong công xưởng. Tại công trường, việc làm sạch bằng nước tiếp theo bằng dung môi, hơi hay thuốc tẩy là phù hợp.
5.4.3.2. Lớp sơn lót vinyl là một trong các phương pháp xử lý lại kim loại thường sử dụng đối với nhôm không anot hóa. Các vật liệu được đưa ra trong ASTM D1730, Loại B, Phương pháp 8 và trong SSPC cho sơn 27-sơn lót trên cơ sở crommat kẽm. Bột màu trong sơn lót có chứa chì không bao giờ được sử dụng trên bề mặt nhôm. Xử lý nhôm ít nhất là Loại B, phương pháp 3 của ASTM D 1730, đưa ra phương pháp sử dụng chất làm sạch là axit photphoric đã alcol hóa.
5.4.4. Khuyến cáo trong xử lý bề mặt chưa sơn và bề mặt đã sơn
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.4.4.1. Nếu lượng bụi (do bất kỳ nguyên nhân nào) có tỉ lệ cao có thể xử lý bằng cách sử dụng cuộn giấy tẩm nhựa đường … cho khoảng cách ở xung quanh kết cấu và đảm bảo các phương án dự phòng cần thiết khác để bảo vệ khỏi bụi và chất bẩn ảnh hưởng đến bề mặt đã làm sạch hay bề mặt mới được sơn; khi đó cũng cần làm sạch bề mặt mới sơn phủ bằng các phương pháp đặc biệt giữa các lần sơn.
5.4.4.2. Một số vị trí được sơn hoặc sơn lại có thể nằm trong vùng hơi hóa chất, nếu cần thiết có thể phải được rửa sạch bằng nước trước khi sơn. Việc rửa sạch cũng cần thiết giữa các lớp sơn chồng lên nhau.
5.4.4.3. Các chất bẩn nằm trong các hốc, lỗ trên bề mặt thép cần được loại bỏ. Muối clorua từ các muốn tan hay trong môi trường biển, và muối sunfat trong không khí khi bề mặt kim loại bị ô nhiễm có thể làm giảm tính chất của sơn phủ. Bằng phương pháp phun nước áp lực cao được dùng để loại bỏ các chất bẩn này.
5.4.4.4. Quy định còn yêu cầu thu gom các mảnh vụn từ việc chuẩn bị bề mặt để đưa đi xử lý. Khi các lớp sơn được biến tính với các kim loại nặng như chì hay crom, hay các chất khác như chất chống rêu mốc thì việc xử lý các mảnh vụn là cần thiết. Sự xem xét rác thải từ quá trình thi công, đặc biệt là công việc bảo quản và xử lý chúng cũng là một phần trong công việc của người giám sát sơn, SSPC chỉ dẫn 6 và 7 cung cấp các thông tin hữu ích cho người giám sát. Trong quá trình loại bỏ chì, người giám sát cần phải hiểu biết về các yêu cầu OSHA đối với sức khỏe và sự an toàn cho bản thân.
5.5. Kiểm tra bề mặt trước khi sơn ngoài hiện trường
5.5.1. Công trình xây dựng mới
Cần phải khẳng định rằng lớp sơn phủ đầu tiên phải được sơn lên bề mặt đã được làm sạch trước khi vết bẩn hay hiện tượng gỉ xuất hiện. Nếu sơn ngoài trời, vùng đã làm sạch cần phải có che chắn bảo vệ tốt trước khi trời tối do giảm nhiệt độ và tăng hơi ẩm về ban đêm có thể gây ngưng tụ nước lên bề mặt kim loại. Khi sơn và làm sạch bề mặt được thực hiện trong nhà xưởng, có thể cho phép việc sơn phủ sang ngày hôm sau nếu bề mặt được làm sạch bằng phun cát.
5.5.1.1. Bề mặt thép đã phủ sơn khi vận chuyển tới công trường xây dựng cần phải bảo quản tránh tiếp xúc với mặt đất, tránh bị hoen ố, trầy xước và ít chịu ảnh hưởng xấu của dầu mỡ, muối…. Trong thực tế, thép phải được bảo quản để tránh hình thành các túi giữ nước. Nếu giữ ở ngoài trời trong thời gian dài (vài tháng), người giám sát nên kiểm tra chất lượng của màng sơn theo thời gian để đảm bảo các khuyến tật được sửa chữa theo quy định trong hợp đồng. Khoảng thời gian từ khi sơn lớp lót trong công xưởng đến khi lắp ráp và tiến hành sơn lớp phủ tiếp theo nên duy trì trong thời gian ngắn nhất để ngăn ngừa sự không bám dính của các lớp phủ bên trong.
5.5.1.2. Trước khi sơn phủ lớp đầu tiên, bề mặt phải được làm sạch bụi, nếu cần thiết phải loại bỏ các chất bẩn dầu mỡ, có thể bằng lau chùi, làm sạch bằng khí nén, tẩy rửa bằng máy với chất tẩy rửa hoặc làm sạch bằng dung môi được chọn lựa phù hợp để không làm mềm màng phủ. Các vết xước và vỡ trên bề mặt, bao gồm cả các vết xước do hàn, bắt bu lông, đinh tán, cần được làm sạch, sửa theo quy định trước khi sơn phủ lên bề mặt thép.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
5.5.1.4. Người giám sát phải xác định các đặc điểm kỹ thuật cùng với các tài liệu tham khảo cho phép sơn hoặc không cho phép sơn lên các bề mặt tiếp xúc khi bắt vít hoặc đinh tán vào kết cấu. Người giám sát phải đảm bảo có đủ số lượng các lớp sơn phủ theo quy định trước khi chuyển sang hạng mục khác.
5.5.2. Sơn trong quá trình bảo dưỡng, sửa chữa
Trong hầu hết trường hợp, việc bảo dưỡng sơn lại bao gồm việc làm sạch tại chỗ và khoanh vùng khu vực bị hỏng, sau đó tạo một lớp phủ mới cho toàn bộ bề mặt kết cấu. Người giám sát quá trình bảo dưỡng cần chú ý tới một vài điều kiện có thể nảy sinh trong quá trình như sau:
5.5.2.1. Màng sơn tốt lân cận khu vực sơn bị hỏng không bị phá hủy khi làm sạch lớp sơn hỏng. Điều này đặc biệt quan trọng khi làm sạch bằng phun cát.
5.5.2.2. Khu vực tiếp giáp giữa vùng màng sơn tốt và vùng đã khoanh vùng làm sạch cần phải làm nhẵn. Khi thi công sơn đến vùng tiếp giáp nên phủ chồng lên lớp sơn cũ, lớp sơn liền kề phủ rộng để đảm bảo phủ kín toàn bộ diện tích đã khoanh vùng làm sạch. Cần phải làm sạch khu vực này. Khi sơn phủ lên khu vực làm sạch cần phải phủ chồng lên lớp sơn cũ để đảm bảo phạm vi của khu vực cần sơn phủ. Trước khi hoàn thành tổng thể các lớp sơn sơn các lớp sơn phủ toàn bộ bề mặt, người giám sát cần khẳng định đảm bảo dầu mỡ, các vết bẩn, bụi và các vết chất bẩn khác phải được làm sạch khỏi lớp sơn cũ.
5.5.2.3. Khả năng bám dính của lớp phủ mới với lớp cũ cần được kiểm tra cẩn thận. Việc đánh giá chất lượng lớp phủ bảo dưỡng được hướng dẫn tại ASTM D 5064.
5.5.2.4. Dưới sự hướng dẫn của thiết kế, tư vấn giám sát, thì việc giám sát có thể kiểm tra dưới lớp bề mặt lớp phủ cũ hoặc mới để kiểm tra gỉ, hoặc sự dính bám của lớp phủ cũ và nếu không đảm bảo yêu cầu, bề mặt đó phải được xử lý và sơn lại.
5.5.2.5. Ảnh hưởng của lớp phủ mới trên lớp phủ cũ cần được chú ý như sau: Bất kỳ lớp phủ nào cho thấy sự quăn, rộp hay nhăn phải được báo cáo với kỹ sư thiết kế để các vị trí đó phải sơn lại. Nếu các khuyết điểm đó ở phạm vi rộng (không phải một vài vị trí cô lập) cần thay đổi loại sơn khác.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Tất cả các loại sơn và dung môi pha loãng cần phải được bảo quản trong khu vực thoáng khí và không có khả năng phát nhiệt, bắt lửa, chập điện, hay trực tiếp dưới ánh sáng mặt trời. Kho bảo quản phải đạt tiêu chuẩn sử dụng và thực hiện theo văn bản tài liệu hướng dẫn của Nhà sản xuất. Sơn rất nhạy cảm với các tác động của nhiệt độ bảo quản như cần tránh bảo quản trong kho ở nhiệt độ băng giá hoặc nhiệt độ quá cao sẽ làm giảm thời gian sống của sơn. Vật liệu thường bị phá hủy ở nhiệt độ thấp nên cần giữ ở nhiệt độ không đóng băng. Nhiệt độ quá cao sẽ làm giảm thời gian sống (thời hạn lưu kho hoặc thời hạn sử dụng) của sơn. Nếu sơn phải giữ trong 1 một khoảng thời gian dài với lượng lớn, thì hàng tháng cần phải lật ngược thùng chứa. Việc này làm giảm hiện tượng sa lắng cũng như làm hỗn hợp được trộn đều để dễ dàng hơn khi dùng.
6.1.1. Thùng chứa sơn và chất pha loãng phải đảm bảo không mở tới khi sử dụng và thùng cũ nhất phải dùng đầu tiên. Hướng dẫn sử dụng của Nhà sản xuất sẽ đưa ra các chỉ tiêu liên quan tới tuổi thọ thời hạn sử dụng của sơn. Màng phủ phụ thuộc vào các ảnh hưởng xấu khác trong suốt quá trình bảo quản khi chưa sử dụng sơn bị chuyển sang màu nâu sậm, bị gel hóa hoặc các biến đổi tính chất khác trong (bị hỏng) quá trình lưu giữ sơn thì không nên sử dụng. Nếu nguyên nhân biến đổi tính chất sơn. Nếu một vật liệu chưa xác định được chính xác, không được sử dụng cho tới khi được kiểm tra bởi Nhà sản xuất hoặc phòng thí nghiệm độc lập và tìm ra kết quả.
6.1.2. Khi trong thùng chứa hình thành lớp màng bao phủ, lớp màng này có thể nên được loại bỏ. Nếu cảm nhận thấy lớp phủ này quá dày và có ảnh hưởng tới kết cấu, sơn còn lại trong thùng không nên sử dụng được dùng cho tới khi được kiểm tra và có kết luận chính thức cho phép dùng hay không.
6.2. Pha trộn sơn
Sơn cần được trộn đều trong thùng chứa sạch trước khi sử dụng dùng. Để đạt độ đồng nhất, có thể trộn bằng máy hay bằng tay, toàn bộ vật liệu phải được đổ vào thùng chứa sạch. Bột màu sau đó được hòa trộn từ đáy trong thùng với cánh khuấy mái chèo sạch, tiết diện phẳng, bột màu dạng cục sẽ được bị đập phá vỡ và trộn đều trong hỗn hợp. Sơn lỏng được đưa từ từ vào thùng chứa đồng thời có khuấy trộn, điều này cũng hữu ích khi trộn hay rót liên tục từ một thùng chứa khác cho tới khi hỗn hợp trở nên đồng nhất. Đáy của thùng chứa cần được kiểm tra hiện tượng bột màu còn lắng đọng. Sơn 2 hai thành phần cần được pha trộn bằng dụng cụ khuấy trộn trong thùng chứa từng thành phần riêng đến đồng nhất. Sau khi các thành phần đồng nhất, chúng được pha trộn bằng cách khuấy trộn theo tỷ lệ và quy trình hướng dẫn của Nhà sản xuất, đó là đưa phần B vào phần A. Sơn lỏng không nên pha trộn hay giữ ở dạng huyền phù bởi có thể tạo bọt khí ở dưới mặt của lớp phủ.
6.2.1. Một số màng phủ yêu cầu lọc sau
khi pha trộn, để đảm bảo sự đồng nhất và để loại bỏ lớp bọc cũng như các vật
liệu ngoài. Lưới lọc phải có loại có khả năng loại bỏ lớp vỏ màng trên mặt và
không giữ lại bột màu trên lưới lọc. Ví dụ, lưới lọc 297 ![]() thường được dùng cho
hầu hết các loại sơn, trừ một số loại đặc biệt được yêu cầu theo chỉ dẫn kỹ
thuật. Thùng chứa phải được đậy nắp khi không sử dụng để tránh hệ thống hao hụt
do bay hơi dung môi và tạo thành lớp màng trên mặt.
thường được dùng cho
hầu hết các loại sơn, trừ một số loại đặc biệt được yêu cầu theo chỉ dẫn kỹ
thuật. Thùng chứa phải được đậy nắp khi không sử dụng để tránh hệ thống hao hụt
do bay hơi dung môi và tạo thành lớp màng trên mặt.
6.2.2. Chất tạo màng cần phải được khuấy trộn cho tới khi đảm bảo đồng nhất, một số vật liệu yêu cầu khuấy trộn ngay cả trong quá trình sử dụng.
6.3. Pha loãng
Một số yêu cầu kỹ thuật cho phép pha loãng chất tạo màng trong phòng thí nghiệm trong khi một số khác thì không, đây là quá trình thường dùng khi pha loãng chất tạo màng.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi được phép tiến hành pha loãng tại vị trí làm việc (Ví dụ: dung môi từ trong các thùng chứa chưa mở và kèm theo hướng dẫn sử dụng của Nhà sản xuất), người giám sát phải gửi ít nhất 1 lít mẫu cho một phòng thí nghiệm (đồng ý giám định) từ mỗi lô dung môi cùng với 1 lít mẫu dung môi đã được sử dụng, đựng riêng biệt trong hai hộp. Yêu cầu được gửi đi cùng với mẫu để được cung cấp chỉ dẫn về tỉ lệ pha loãng thích hợp cho lớp phủ.
6.3.2. Pha loãng sơn
Tất cả các phụ gia thêm vào dung môi pha loãng phải được thực hiện với sự có mặt của người giám sát và chỉ một tỷ lệ hoặc loại dung môi được cho phép phù hợp với tiêu chuẩn kỹ thuật hay chỉ dẫn của Nhà sản xuất, hoặc cả hai mới được thêm vào. Pha loãng được thực hiện bằng cách đổ khoảng một nửa sơn đã được trộn kỹ vào thùng chứa sạch. Dung môi phù hợp yêu cầu được thêm vào và hai phần được hòa trộn cho tới khi tạo thành hỗn hợp đồng nhất.
6.3.3. Thử mẫu sơn đã pha loãng
Trong quá trình làm việc, mẫu sơn đã pha loãng không cần phải kiểm định trừ khi xuất hiện sự không đồng nhất của lớp phủ hoặc nghi ngờ có sự thay đổi trong chất pha loãng.
6.3.3.1. Khi người giám sát kiểm tra chất lượng sơn và đã có thiết bị cần thiết trong văn phòng, việc kiểm tra có thể thực hiện ngay tại chỗ đối với quá trình pha loãng và sơn đã pha loãng. Tiến độ pha loãng có thể chấp nhận. Người giám sát cần phải giữ bản ghi nhớ về toàn bộ quá trình điều chỉnh sơn, tỷ lệ pha loãng, trọng lượng trên 1 galon (ở Mỹ bằng 3,78 lít, ở Anh bằng 4,54 lít) và độ nhớt. Khi máng phủ khô có độ dày đạt yêu cầu, người giám sát phải xác minh độ dày cần thiết đối với màng ướt để tạo ra được màng khô có độ dày mong muốn với sơn đã pha loãng. Giám sát viên phải thường xuyên kiểm tra độ dày màng ướt theo tiến trình công việc với sơn đã pha loãng. Tuy nhiên, phù hợp với yêu cầu kỹ thuật phải dựa trên cơ sở chiều dầy màng sơn khô đã được quy định.
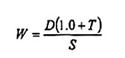
6.3.3.2. Để ước lượng độ dày màng ướt của chất tạo màng đã pha loãng theo yêu cầu để tạo ra màng khô có độ dày quy định, cần phải biết được giá trị phần trăm thể tích của chất rắn (không bay hơi) trong chất tạo màng ban đầu. Nhà sản xuất phải cung cấp số liệu này. Việc tính toán độ dày màng ướt được thực hiện theo công thức sau:
 (1)
(1)
Trong đó:
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
D độ dày màng khô theo yêu cầu, ![]() ;
;
S phần trăm thể tích của chất rắn trong màng, %;
T phần trăm theo thể tích của dung môi pha loãng thêm vào, %.
6.4. Gia nhiệt vật liệu sơn
Sơn khi được nhà sản xuất giao trong thùng chứa của nhà sản xuất và được trộn cẩn thận là có thể sử dụng trừ khi yêu cầu kỹ thuật cho phép pha loãng ngay tại chỗ các vật liệu có độ nhớt quá cao. Khi nhiệt độ của sơn thấp (dưới 10oC) độ nhớt có thể tăng nên việc thi công rất khó khăn. Khi không được phép pha loãng, chất tạo màng phải được gia nhiệt. Nhà thầu mong muốn giảm độ nhớt bằng cách gia nhiệt, thi công dễ dàng hơn, để thực hiện có thể làm nóng thùng chứa trong nước nóng, trong bộ tản nhiệt hơi nước, giữ trong phòng ấm, hay bởi một số quá trình gia nhiệt gián tiếp khác được chấp thuận. Các máy sưởi kèm theo cũng được sử dụng cho các thiết bị gia nhiệt. Không được dùng chọn lửa làm nóng thùng chứa sơn. Cần lưu ý đến nhiệt độ của thùng sơn khi gia nhiệt tránh thấp hơn nhiệt độ tối thiểu trong trường hợp khi thi công ở nhiệt độ môi trường thấp, sơn dễ bị mất nhiệt do ảnh hưởng của nhiệt độ môi trường và nhiệt độ bề mặt thấp.
7. Xem xét điều kiện về thời tiết
7.1. Quá trình khô màng sơn
Cần chú ý là hầu hết các loại sơn phủ, đặc biệt trong công trình xây dựng, sẽ không khô hoàn toàn ở nhiệt độ thấp và độ ẩm cao và cũng không thể có màng sơn tốt khi gia công trên bề mặt ấm (trừ loại sơn đặc biệt có khả năng đóng rắn trong điều kiện ẩm).
7.2. Nhiệt độ thấp
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7.3. Nhiệt độ cao
Nhiệt độ cao nhất cho bề mặt là 50oC trừ một số trường hợp đặc biệt. Bề mặt quá nóng sẽ làm cho dung môi sơn bay hơi quá nhanh dẫn đến gia công khó khăn, phồng rộp hay xốp màng sơn. Để nhiệt độ giảm xuống có thể thực hiện sơn dưới mái che hoặc sơn trên bề mặt được phủ bạt tránh ánh nắng hoặc sơn theo lịch trình tránh mùa vụ và những ngày nhiệt độ cao.
7.4. Độ ẩm
Sơn không thể thi công dưới trời mưa, tuyết, hay sương mù, hoặc khi nhiệt độ dưới 3oC. Đặc biệt trong những ngày mùa xuân và mùa thu khi ban ngày ấm còn ban đêm mát. Bề mặt ướt không thể sơn được trừ trường hợp sơn được thiết kế loại sơn có thể thi công trên bề mặt ẩm ướt. Độ ẩm tương đối của không khí giới hạn nhỏ hơn hoặc bằng 85%. Độ ẩm cao thường có ảnh hưởng tới quá trình đóng rắn của màng sơn. Nếu nghi ngờ độ ẩm và nhiệt độ dẫn đến ẩm trên bề mặt được sơn, cần đo độ ẩm vầ điểm sương theo hướng dẫn tại 10.2.1.2.
7.4.1. Khi sơn phủ lúc trời ẩm ướt hoặc lạnh, bề mặt được sơn dưới mái che hay được bảo vệ khỏi bị tác động bởi không khí xung quanh và thép được làm nóng tới nhiệt độ thực hiện. Thép được thi công dưới mái che cho tới khi sơn phủ khô hoặc tới khi điều kiện môi trường cho phép.
7.4.2. Màng sơn mới thi công sẽ không tốt đối với trường hợp nhiệt độ môi trường nằm ở nhiệt độ điểm sương (nhiệt độ đóng băng), độ ẩm cao, mưa, tuyết hay nước ngưng tụ. Khi đó, bề mặt sơn cần xử lý và sơn lại bề mặt với số lượng lớp màng giống như ở vùng không bị phá hủy.
7.5. Gió
Hướng gió và tốc độ gió cần được xem xét khi sơn phủ trong vùng có không khí lưu thông có thể dẫn tới làm hỏng ôtô, tàu thuyền hay các công trình gần đó. Gió mạnh làm cho màng sơn bị biến đổi đáng kể và dẫn đến sự khô quá mức của các giọt trên bề mặt. Kết quả này làm mất khả năng liên kết của màng (phun khô). Nếu không xử lý, phun khô dẫn đến các khuyết tật làm giảm hiệu suất màng sơn, và làm giảm khả năng bám dính của các màng đã được thi công hay các lớp sơn khác. Dung môi với độ bay hơi thấp hơn có thể làm giảm hay loại bỏ hiện tượng phun khô và tạo ra bề mặt mịn hơn. Các vấn đề đó có thể loại trừ bằng cách dùng phương pháp quét hay lăn thay thế cho phun hoặc làm việc vào lúc có ít gió, thay đổi vật liệu thành loại khô nhanh hơn để không làm ảnh hưởng đến các bề mặt lân cận, có thể thay đổi lịch thi công đợi khi gió thổi theo hướng khác để màng sơn phun khô bị phá hủy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Phải kiểm tra trực quan bề mặt của lớp sơn để khẳng định các xơ do mài, bụi bay mảnh vỡ đã hoàn toàn bị loại bỏ. Việc loại bỏ bụi trên bề mặt chuẩn bị thi công cần phải xem xét cẩn thận, khi quan sát ở khoảng cách 1 m, không thấy rõ đường vạch xuất hiện khi quệt bằng găng tay trên bề mặt là đạt yêu cầu. Trong quá trình kiểm tra, cũng phải đảm bảo dầu mỡ hay các chất bẩn gốc dầu mỡ phải bị loại bỏ hoàn toàn. Có thể dung môi, hơi nước hay chất tẩy rửa theo tiêu chuẩn SSPC-SP1, hoặc TCVN 8790:2011.
8.2. Đảm bảo chất lượng
Tư vấn giám sát cần phải tham khảo các dữ liệu sản phẩm của Nhà sản xuất và đảm bảo rằng:
- Màng sơn phải đáp ứng giống như mô tả trong yêu cầu kỹ thuật;
- Sơn có thể đươc hòa trộn hoặc pha loãng (nếu cho phép);
- Màu sắc phù hợp theo màu tiêu chuẩn đã cung cấp;
- Có các dự phòng hợp lý để phòng ngừa phá hủy tới các vùng lân cận trong khi xử lý bề mặt hay sơn;
- Thực hiện công việc phải được tính toán trước sao cho việc phá hủy các màng sơn mới ở mức nhỏ nhất;
- Các trang thiết bị thi công (chổi quét, phun) được chấp nhận theo loại, độ sạch và khả năng sử dụng;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
- Thiết bị kiểm tra thỏa mãn yêu cầu kỹ thuật và đảm bảo phải sẵn sàng sử dụng;
- Chỉ sử dụng các phương pháp kiểm tra được quy định tại 8.3 – 8.7. Tiêu chuẩn SSPC-PA 1, TCVN 8790:2011 hoặc các tiêu chuẩn tương tự là những quy định kỹ thuật cho thi công màng sơn.
8.2.1. Khuyết tật màng sơn
Tất cả các màng sơn phủ phải có bề mặt tương đối mịn, không tạo cục, tảng do phun quá khô, quá dày, màng sơn không tạo nên các dạng khuyết tật như: vỏ cam, mắt cá, lỗ, bong bóng hay các khuyết tật khác. Những vị trí màng sơn bị dây ra ngoài, không đủ, ngắt quãng hay bỏ sót đều không được chấp nhận. Bề mặt chảy và lõm được giải quyết bằng cách quét đều hoặc chà nhám nếu như màng sơn đã đóng rắn. Bụi, các xơ do mài hoặc các mảnh vụn khác bị gắn vào màng sơn phải loại bỏ trước khi phủ tiếp màng sơn mới.
8.3. Thi công bằng phương pháp quét
Phải sử dụng thợ sơn có tay nghề cao khi thi công lớp sơn phủ bằng phương pháp quét để tạo ra màng sơn mịn và có độ dày đồng nhất. Sơn từ vị trí khô tới vị trí ẩm, phủ màng sơn lên bề mặt và lặp lại trên phần ướt của vết quét trước đó. Màng sơn được quét trên tất cả các vị trí khác của bề mặt, chỗ nứt và các góc. Những vị trí màng sơn bị chảy, lõm phải được quét lại. Bề mặt không thể sơn được bằng phương pháp quét thông thường và không được quét phun thì có thể thực hiện bằng cách quét với tốc độ nhanh. Thiết kế kỹ thuật có thể yêu cầu thi công sơn theo kiểu “tạo lớp phủ sọc” để tạo ra độ dày màng sơn đầy đủ tại các vị trí dễ bị hỏng. Các cạnh và góc của chi tiết kim loại, đầu đai ốc, bulong…. và tất cả các chi tiết khác, các thanh, khối và mặt có thể được sơn sọc bằng phương pháp quét sẽ lợi thế hơn so với các phần khác trong quá trình thi công sơn.
8.3.1. Chổi quét có thể đạt chất lượng tốt với khả năng dễ uốn của sợi lông mềm để tạo sự tương thích với lớp phủ, và có kích thước thích hợp với các vùng phải sơn. Chúng thường không vượt quá 100 mm chiều ngang và sợi lông không dài quá 90 mm. Chổi quét phải được giữ sạch ở điều kiện thích hợp khi không sử dụng. Người giám sát có quyền không cho sử dụng các chổi quét nếu không được giữ ở điều kiện cho phép.
9. Thi công bằng phương pháp phun
Phương pháp phun có thể được phép áp dụng hoặc không. Thông thường phương pháp này được sử dụng trong các công xưởng chế tạo, nhưng vì nó có thể làm hỏng các vật xung quanh nên không được chấp nhận ở trường hợp này. Người giám sát cần phải hiểu rõ về các phương pháp phun sơn khác nhau, có thể phun bằng không khí nén, phun không có không khí, phun áp lực lớn, phun tĩnh điện và phun thể tích lớp áp suất thấp.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.4.2. Các thành phần sơn phải được giữ ở dạng hỗn hợp trong bình phun hay thùng chứa trong suốt quá trình phun, được khuấy trộn cơ học liên tục hoặc gián đoạn. Màng phủ cần được gia công thành lớp đồng nhất, có sự chồng chéo ở các ria. Các thành phần điều chỉnh sao cho màng sơn phun đảm bảo thống nhất. Trong quá trình phun, súng phun phải đặt (vuông góc) với bề mặt và ở khoảng cách đảm bảo lớp sơn ướt bám được lên bề mặt. Ngừng bấm súng phun khi kết thúc đường sơn. Kỹ thuật sơn kém sẽ dẫn đến hao phí nhiều sơn. Tất cả các vết chảy, võng đều phải chải đều hoặc mài mòn khi sơn đã đóng rắn.
9.4.3. Các vùng dễ bị hỏng được xử lý bằng cách quét “tạo dải sọc”. Phương pháp quét hoặc bôi trát được sử dụng cho các vùng không thể đưa súng phun hay chổi quét vào như vết nứt, đường nứt…
9.4.4. Cần theo dõi đối với loại và tỷ lệ dung môi, nhiệt độ và kỹ thuật sơn để tránh cho sơn không quá nhớt, quá khô hay quá loãng khi phủ lên bề mặt thép.
9.5. Thi công bằng phương pháp lăn
Con lăn phải sạch sẽ và đảm bảo là vật liệu không tan trong sơn mới được phép sử dụng. Con lăn có nhiều loại với độ dài, đường kính, loại sợi và độ dài sợi khác nhau. Chiều dài sử dụng trên bề mặt kim loại thường từ 6 ÷ 19 mm. Sợi dài hơn có thể sơn được nhiều hơn nhưng không tạo được bề mặt mịn. Vì vậy chúng sử dụng cho các ứng dụng bề mặt không cần mịn hay sơn khô nhanh. Các con lăn có lông ngắn cho bề mặt mịn hơn, do đó thường áp dụng cho lớp sơn phủ ngoài. Ngoài ra còn có loại con lăn dùng cho ống và hàng rào, và con lăn áp lực để sơn liên tục.
9.5.1. Con lăn phải được nhúng xuống sơn cho tới khi thấm hoàn toàn và sau đó lăn dọc theo đường cần sơn cho tới thì lớp sơn thấm ướt lên bề mặt. Lần đầu tiên của con lăn nên sơn ra ngoài để đẩy toàn bộ bọt khí có trong con lăn ra ngoài. Kỹ thuật lăn đúng cần áp dụng ở con lăn có dạng V hay W tùy theo kích thước của khu vực cần sơn. Các lớp phủ sau đó được lăn qua để lắp đầy các hình vuông tạo ra ban đầu. Chỉ nên lăn với áp lực vừa phải, áp lực lớn có thể gây ra bọt khi trên màng cũng như làm bọt khí thấm vào con lăn. Quá trình sơn cần hoàn thành với một nét nhẹ vuông góc (thường là chiều thẳng đứng) để tạo ra bề mặt mịn và bằng phẳng nhất.
9.6. Phương pháp khác
Các phương pháp thủ công khác để sơn như dụng cụ sơn dạng tấm, găng tay, chổi cao su hoặc bay được sử dụng khi sơn các cấu kiện đặc biệt, hoặc trong các trường hợp mà các phương pháp sơn thông thường không thích hợp do vị trí hoặc hình dạng của kết cấu.
9.6.1. Tấm để sơn làm từ một loại vải tổng hợp dạng cuộn gắn với một miếng xốp. Kích thước tấm sơn sơn thông thường là 100 nm x 175 mm với chiều dài sợi 5 mm. Thường sử dụng tấm sơn trong trường hợp bề mặt lớn tương tự như dùng con lăn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
9.6.3. Bả sơn bằng bay thường được dùng cho các lớp màng phủ dày.
9.7. Tỷ lệ sơn thi công
Chỉ dẫn kỹ thuật đã quy định về chiều dày tối thiểu và tối đa cho mỗi lớp sơn. Yêu cầu được tăng cường trong thành phần sơn cần tính toán để màng sơn ướt sau khi khô có độ dày đạt tiêu chuẩn quy định trong 6.3.3.2 và đo độ dày màng. Việc đo độ dày màng ướt là cần thiết để đảm bảo chính xác lượng sơn thi công. Khi màng sơn khô, người giám sát cần phải kiểm tra tại chỗ với thiết bị đo màng sơn khô để nghiệm thu. Việc đo độ dày màng sơn sẽ cung cấp nhiều thông tin hơn là nhìn trực quan, phương pháp này có thể không xác định được độ đồng đều của màng sơn. Thiết bị đo độ dày và phương pháp đo được quy định trong phần 10.2.5 và 10.2.6. Đo và kiểm tra độ dày bằng phương pháp không phá hủy là phương pháp dùng cho bề mặt kim loại.
9.7.1. Yêu cầu về chiều dầy và độ phủ áp dụng
cho toàn bộ kết cấu, không phải cho một phần riêng biệt. Điều quan trọng là
người giám sát phải kiểm tra tất cả các vị trí và kiểm soát độ dày đối với mỗi
lớp sơn. Ví dụ, nếu yêu cầu tối thiểu màng khô phải dày 50 ![]() , người kiểm định
phải đảm bảo rằng dung sai của màng phải nằm trong khoảng cho phép trong
SSPC-PA2, ASTM D 7091. Các vùng kiểm tra phải xác định và được ghi lại để có
thể kiểm tra độ dày của màng mới. Với thiết bị kiểm tra không phá hủy thì vị
trí đo dài 15 m và cao 1,8 m có thể kiểm tra trong 30 phút, các khu vực bị mỏng
được đánh dấu và ghi lại trong sổ kiểm định. Vì người giám sát trên công trường
có thể không phải là người giám sát về lĩnh vực sơn, do đó kết quả cần ghi lại
cẩn thận và gửi bản sao cho người giám sát trong ngành để có quyết định phù hợp
với lớp sơn tiếp theo.
, người kiểm định
phải đảm bảo rằng dung sai của màng phải nằm trong khoảng cho phép trong
SSPC-PA2, ASTM D 7091. Các vùng kiểm tra phải xác định và được ghi lại để có
thể kiểm tra độ dày của màng mới. Với thiết bị kiểm tra không phá hủy thì vị
trí đo dài 15 m và cao 1,8 m có thể kiểm tra trong 30 phút, các khu vực bị mỏng
được đánh dấu và ghi lại trong sổ kiểm định. Vì người giám sát trên công trường
có thể không phải là người giám sát về lĩnh vực sơn, do đó kết quả cần ghi lại
cẩn thận và gửi bản sao cho người giám sát trong ngành để có quyết định phù hợp
với lớp sơn tiếp theo.
10.1. Thông gió
Việc trang bị hệ thống thông gió là cần thiết khi sơn trong một không gian kín, nhằm tránh bụi và ảnh hưởng của dung môi.
10.2. Sơn sửa lại
Thường áp dụng sau khi hoàn thành các công tác như sau khi tán đinh, hàn, bắt vít, bulong…, khi đó các vị trí đã được sơn phủ sẽ bị ảnh hưởng. Chỗ hư hỏng và các khu vực còn trống chưa sơn cần được xử lý, làm sạch, và sơn lại cẩn thận với một lớp sơn mới hoặc lớp lót mới. Thêm vào đó, các đường nứt và vết nứt nhỏ cần được làm sạch và lấp đầy bằng một lớp chất trét cho phép theo yêu cầu kỹ thuật. Các lớp sơn riêng biệt sau đó mới được quét lên kết cấu.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Như đã quy định tại 5.4.4, quá trình sơn được chia làm các vùng, các bộ phận ….. mỗi lớp sơn hoàn thành phải được người giám sát chấp nhận mới được sơn lớp tiếp theo.
10.4. Màng sơn hoàn chỉnh
Mỗi màng sơn sau khi hoàn thiện phải có độ dày đồng nhất, không bị khuyết và có lỗ. Vị trí nào quá mỏng hoặc chưa được sơn sẽ phải sơn lại và phải đảm bảo khô trước khi sơn lớp tiếp theo.
10.5. Thời gian sơn lớp tiếp theo
Mỗi lớp sơn phải đảm bảo khô hoàn toàn và đạt chiều dày trước khi sơn lớp kế tiếp. Một lớp sơn được coi là khô để sơn lớp kế tiếp khi không có các hiện tượng nhân, phồng rộp hay mất độ bám dính. Với hầu hết các sơn, thời gian khô cho mỗi lớp phủ kể cả trong điều kiện tối ưu, phụ thuộc vào thành phần của nó và của các lớp tiếp theo. Do đó, sơn gốc dầu có thể mất 2 - 3 ngày khô đủ để sơn lớp tiếp theo cùng loại. Tuy nhiên, có thể cần 3 – 4 tháng để đóng rắn hoàn toàn màng sơn đối với sơn vinyl hoặc loại khác có chứa dung môi mạnh trong thành phần sơn. Một số loại sơn có quy định thời gian tối đa để sơn lớp kế tiếp. Nhà sản xuất sẽ đưa ra thời gian sơn lớp tiếp theo.
10.6. Sơn không đạt yêu cầu
Khả năng hỏng của hệ sơn đã hoàn thiện có thể gây bởi một số yếu tố. Hầu hết là do không tuân thủ các yêu cầu kỹ thuật của quá trình kiểm tra, giám sát trong công việc xử lý bề mặt, trong giám sát chất lượng sơn, thi công sơn, cũng như giám sát các điều kiện trong quá trình thi công sơn và khả năng đóng rắn, thời gian khô của màng sơn. Mặt khác, sơn hỏng có thể do chỉ tiêu kỹ thuật không tương thích với mục đích sử dụng. Sơn hỏng cần phải được loại bỏ hoàn toàn, làm sạch lại bề mặt và thay thế bằng loại sơn được chỉ định.
11.1. Quan sát bằng mắt thường
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11.1.1. Thiết bị đo độ nhám bề mặt – Tư vấn giám sát, giám sát có thể kiểm soát độ nhám bề mặt thép đã được đánh gỉ. Sử dụng phương pháp kiểm tra quy định tại ASTM D 4417 để khẳng định các bề mặt thỏa mãn các yêu cầu quy định. Một số thiết bị chủ yếu:
11.1.1.1. Dụng cụ so sánh độ nhám bề mặt để so sánh trực quan độ nhám với 1 đĩa chuẩn để xác định độ nhám bề mặt thép đã được làm sạch bằng cát, hạt mài và vụn thép.
11.1.1.2. Dụng cụ đo chiều sâu rãnh với các điểm hình côn để xác định chiều sâu các rãnh của mặt cắt.
11.1.2. Khả năng bám dính của lớp phủ
Tư vấn giám sát, giám sát nên mang theo 1 con dao nhỏ để xác định khả năng bám dính của màng sơn lên bề mặt vật liệu tại những chỗ xuất hiện phồng rộp. Đây là một thử nghiệm chủ quan và phụ thuộc vào kinh nghiệm của giám sát viên. Phương pháp kiểm tra bằng dao cắt tạo mạng lưới mô tả trong ASTM D 3359, ASTM D 6677, TCVN 2097: 1993 được sử dụng nhiều hơn.
11.1.3. Thiết bị độ bám dính
Được quy định tại ASTM D 4541 nhằm xác định lực cần thiết để nhổ mẫu kim loại được gắn với bề mặt đã sơn phủ.
11.2. Thiết bị kiểm tra hiện trường
Thiết bị kiểm tra trong lĩnh vực này nên đảm bảo hoạt động tốt để Tư vấn giám sát sẵn sàng sử dụng khi cần thiết.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Thời gian khô và thời gian đóng rắn đều phải xem xét cẩn thận vì đều có thể ảnh hưởng tới chất lượng sơn. Nhiệt độ tối thiểu yêu cầu cho phản ứng đóng rắn màng sơn và các màng sơn phủ hệ nước khi nhiệt độ quá cao sẽ khó thi công đồng thời gây ra hiện tượng rỗ màng sơn. Sơn vô cơ giàu kẽm và sơn đóng rắn ẩm uretan yêu cầu điều kiện độ ẩm tối thiểu để đóng rắn. Những điều này sẽ được lưu ý bởi Nhà sản xuất.
11.2.1.1. Nhiệt kế
Người kiểm định phải luôn có một vài nhiệt kế có khoảng nhiệt độ từ - 18 oC tới 65 oC để đo nhiệt độ không khí. Nhiệt kế tương tự hay nhiệt kế để đo nhiệt độ sơn, dung môi…. Nhiệt kế bề mặt phẳng để đo nhiệt độ bề mặt.
11.2.1.2. Độ ẩm tương đối và điểm sương
Ẩm kế gồm có một nhiệt kế ướt và một nhiệt kế khô dùng để xác định độ ẩm và biểu đồ điểm sương là một công cụ rất hữu ích. Dụng cụ có thể cầm tay hoặc dùng điện cũng tốt như loại kỹ thuật số. Các điều kiện khí quyển, gồm có độ ẩm tương đối, nhiệt độ bề mặt, điểm sương và nhiệt độ không khí cần phải được theo dõi và ghi lại ở thời điểm làm việc.
11.2.2. Tính đồng nhất của màng sơn
Đây là một tính chất quan trọng vì độ bền của màng sơn liên quan đến độ dày của màng và độ dày đồng đều có thể thực hiện được một phần nhờ độ đồng nhất của sơn.
10.2.2.1. Cốc đo độ nhớt
Có các trường hợp có xuất hiện chỗ mỏng hơn, do đó cần các thiết bị để đo độ đặc của sơn thi công tại hiện trường. Trong khi chỉ đưa ra được một phần thông tin về độ nhớt của chất lỏng, các cốc Zahn là thiết bị có thể dùng để xác định độ đặc của sơn và các chất lỏng khác. Thiết bị gồm có 1 viên bi và cóc thép không gỉ có miệng ở dưới đáy. Gắn với cốc là 1 vòng cầm tay có chỗ mở trên đỉnh nhằm treo cốc ở vị trí thẳng đứng khi đưa chất lỏng vào để kiểm tra. Việc kiểm tra này được chi tiết tại ASTM D 4212 hoặc TCVN 2092 : 2008.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Khi người kiểm định cần kiểm tra khối lượng riêng của sơn, nếu khối lượng kiểm tra thấp hơn so với khối lượng quy định theo tiêu chuẩn kỹ thuật hay theo dữ liệu của Nhà sản xuất, điều đó cho thấy sơn đã không được sản xuất đúng hoặc loại dung môi sử dụng không phù hợp, trong khi đó nếu khối lượng riêng của sơn trong một thùng chứa có giá trị tại các điểm là khác nhau, có nghĩa là sơn chưa được khuấy trộn đến đồng nhất. Khối lượng sơn trong cốc đo thể tích 1 galon xác định tại 25oC hoặc ở nhiệt độ khác theo quy định. Cốc có 1 nắp và lỗ trên thân, khi đưa sơn vào đầy ở nhiệt độ thấp hơn nhiệt độ quy định một chút, khi làm nóng hỗn hợp sơn, lượng chất lỏng thoát ra ngoài sẽ bị loại bỏ. Khi cốc đầy đem lau sạch bên ngoài và cân. Một cân chỉ cần có độ nhạy 0,1g là đủ để khẳng định độ chính xác khối lượng riêng của sơn. Chênh lệch giữa lúc đầy và lúc rỗng của cốc chia cho 10 là khối lượng tính bằng pound của 1 gallon sơn. Nhân với 119,8 sẽ được khối lượng g/l. Nguyên tắc sử dụng thiết bị trình bày chi tiết tại ASTM D 1475.
11.2.4. Thiết bị đo chiều dày màng sơn ướt
Đây là thiết bị dùng để đo độ dày màng sơn ngay sau khi sơn lên bề mặt vật liệu. Chú ý rằng có thể có sai sót trong kết quả nếu dùng để đo đối với màng sơn khô nhanh như sơn vô cơ giàu kẽm và hay sơn vinyl. Nếu thiết bị này dùng để đo độ dày màng ướt của lớp sơn tiếp theo, cần phải rất cẩn thận do một phần màng sơn đã đóng rắn bên dưới có thể bị lùn khi đo, do đó độ dày của màng bị lớn hơn thực tế . Nếu sử dụng khi lớp đầu tiên rất mềm, thường cho kết quả không chính xác. Do đó việc rất quan trọng là phải ghi lại và lưu giữ các kết quả đo.
11.2.4.1. Thiết bị đo chiều dày màng sơn theo nguyên lý tương tác hóa học (interchemical)
Thiết bị được lăn lên màng sơn ướt trên một mặt phẳng. Kết quả đo chiều dày màng sơn được đọc trực tiếp trên thiết bị, với chiều dày theo micromet. Chi tiết theo hướng dẫn tại phương pháp A, ASTM D 1212.
11.2.4. Dụng cụ ấn có vạch chia đến ![]() - đo chiều dày màng
sơn ướt
- đo chiều dày màng
sơn ướt
Là thiết bị dùng để đo chiều dày màng sơn vừa thi công xong. Dụng cụ được đặt vuông góc với bề mặt màng sơn mới thi công, còn ướt sau đó nhắc ra mà không có chuyển động trượt. Chiều dày thực của màng nằm giữa bước cao nhất của bề mặt đã được phủ sơn với bước cao nhất tiếp theo chưa được phủ sơn. Chi tiết có trong phương pháp đo ASTM D 4414.
11.2.5. Thiết bị đo độ dày màng khô
Là thiết bị quan trọng vì độ bền của màng sơn liên quan trực tiếp tới độ dày của màng. Có 2 loại thiết bị thường sử dụng là thiết bị đo độ dày không phá hủy màng và có phá hủy màng. Thiết bị không phá hủy màng được ưu tiên hơn vì không làm hỏng màng sơn. Thiết bị phá hủy màng đo độ dày thông qua việc cắt hoặc xâm nhập phá hủy bằng kim hoặc lưỡi cắt cùng với bộ phận đo khoảng cách di chuyển của lưỡi từ mặt sơn tới bề mặt vật liệu nền. Loại này gây phá hủy lớp sơn, do đó cần thiết phải chú ý tới lớp lót và ngăn chặn hiện tượng gỉ sét tại điểm đo. Một dạng thiết bị cắt được mô tả trong 10.2.5.4.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Được sử dụng rộng rãi trong lĩnh vực kiểm tra sơn, đối với kim loại đen dựa trên việc đo từ tính, kim loại không có từ tính thì dựa trên độ dẫn điện và dòng xoáy. Tất cả các loại khác nhau đều đòi hỏi có hiệu chuẩn với tiêu chuẩn, đô dày đó phải được biết và nằm trong phạm vi với độ dày lớp phủ cần đo. Các hiệu chỉnh phải thực hiện với cùng kim loại, cùng nhiệt độ và độ dày, trên 1 đường viền dưới lớp sơn. D 1186 và D 1400, D 7091 đã mô tả các thủ tục đo ở trên. Việc đo trên bề mặt thô có độ nhám thay đổi có thể dẫn đến hiểu sai kết quả, trừ trường hợp được hiệu chuẩn trên các bề mặt giống hệt nhau.
11.2.5.2. Thiết bị đo độ dày bằng từ trường
Sử dụng một nam châm điện có nguồn cung cấp liên tục hay một nam châm vĩnh cửu. Dựa trên cơ sở lớp màng không có từ tính sẽ làm thay đổi lực từ hay từ thông của kim loại. Nếu thay đổi đó là một hàm của độ dày màng, thiết bị sẽ cho biết độ dày của màng sơn. Việc đo từ tính có thể bị ảnh hưởng bởi khối lượng của thép, hoặc hàn điện tại vị trí đo. Phương pháp thực nghiệm ASTM D 1186 mô tả các thao tác sử dụng thiết bị đo dùng từ trường. Phương pháp đo cũng được mô tả theo SSPC – PA2 với hướng dẫn đo trên các khu vực khác nhau và dung sai theo độ dày màng sơn.
11.2.5.3. Thiết bị đo độ dày loại dòng xoáy
Dựa trên hiện tượng điện cảm và dòng xoáy. Phương pháp này được mô tả trong ASTM D1400, ASTM D 7901.
11.2.5.4. Thiết bị đo độ dày màng sơn cầm tay
Thiết bị kiểm tra này được thiết kế để đo bằng việc quan sát hiển vi mặt cắt thực hiện trên màng sơn. Lưỡi cắt Cacbua Vonfram thực hiện cắt xuyên qua màng sơn vào bề mặt nền thành một đường hẹp theo một góc nhất định. Độ dày màng trên bất kỳ vị trí nào ổn định đều có thể xác định được, các màng phủ đặc biệt có thể được đo theo cách đặc biệt riêng, ví dụ như theo màu sắc. Các màng sơn không quá giòn hay quá mềm, khi đó việc cắt xẻ sẽ xảy ra nhiều hơn là cắt xuyên qua màng, dẫn đến sai lệch kết quả đo. Phương pháp đo này được trình bày trong ASTM D 4138.
11.2.6. Phát hiện khuyết tật
Các khuyết tật xuất hiện trên màng sơn có thể không thấy được bằng mắt thường. Độ ẩm có thể xâm nhập vào màng sơn qua khuyết tật đó. Việc thử nghiệm được thực hiện trước khi lớp sơn ngoài đóng rắn để có thể kịp thời sửa chữa nếu có xuất hiện các khuyết tật. Thiết bị phát hiện khuyết tật có thể sử dụng điện áp thấp hoặc cao. Phương pháp thí nghiệm được mô tả tại ASTM D 5162.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Một dây dẫn được gắn với vật liệu thành mạch điện. Miếng bọt được thấm ướt và di chuyển trên bề mặt sơn, nếu gặp lỗ khuyết sẽ hình thành mạch điện kín và chuông báo sẽ kêu. Mỗi điểm được phát hiện cần phải đánh dấu và làm khô để tránh báo hiệu lại. Báo hiệu điện áp thấp có thể dùng cho màng có độ dày 508 micromet (20 mil).
11.2.6.2. Bộ phát hiện dùng điện áp cao
Có nguyên tắc hoạt động tương tự như bộ điện
áp thấp, tuy nhiên không có miếng bọt ướt, thay vào đó là điện cực có điện áp
cao, khi đưa qua vùng có lỗ khuyết hay quá mỏng, sẽ có một tia lửa điện phóng
ra từ điện cực tới bề mặt đo. Điện áp cao có thể thay đổi rộng ở đầu ra. Thường
sử dụng là 3,9 V/![]() . (100 V/mil) trừ trường hợp nhà sản xuất có quy
định khác. Điện áp cao được sử dụng khi độ dày màng sơn lớn hơn 506
. (100 V/mil) trừ trường hợp nhà sản xuất có quy
định khác. Điện áp cao được sử dụng khi độ dày màng sơn lớn hơn 506 ![]() (20 mil).
(20 mil).
(Tham khảo)
Danh mục tại Bảng A1 liệt kê những công việc cần thiết để kiểm tra chất lượng màng sơn trong công xưởng. Một số chi tiết dành riêng cho đặc thù một số dự án. Các đặc điểm kỹ thuật của quá trình sơn khác nhau phải có loại sơn sẽ được sử dụng. Các chi tiết khác nhau sẽ được mô tả trong văn bản hướng dẫn này.
Bảng A1 - Danh mục kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Điều kiện bề mặt kiểm tra
Phương pháp, thiết bị kiểm tra
Ghi chú
1. Vết hàn, đường hàn;
2. Dầu, mỡ;
3. Phấn hòa, nấm mốc;
4. Phủ bảo vệ từng vị trí.
1. Quan sát, kiểm tra trực tiếp;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Quan sát trực tiếp hoặc dùng kính phóng đại;
4. Quan sát trực tiếp
Có nhiều loại vật liệu, tạp chất nếu không làm sạch khỏi bề mặt sẽ ảnh hưởng đến tuổi thọ của lớp phủ. Gồm có dầu, mỡ, đất, vết hàn, xỉ hàn…. các chất này làm màng sơn bám dính kèm lên bề mặt kim loại. Việc quan sát kỹ là bước quan trọng để xử lý bề mặt phù hợp cho việc sơn phủ.
II
Điều kiện môi trường
Phương pháp, thiết bị kiểm tra
1. Nhiệt độ không khí;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
3. Hướng, tốc độ gió;
4. Điểm sương, RH;
5. Độ ẩm quan sát.
1. Nhiệt độ đo không khí;
2. Nhiệt độ đo bề mặt;
3. Thiết bị đo gió, hoặc dự báo thời tiết;
4. Ẩm kế treo;
5. Quan sát trực tiếp.
Điều kiện môi trường phải nằm trong giới hạn thích hợp cho sự bám dính và tạo màng sơn.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
An toàn lao động
Tham khảo
1. Quần áo bảo hộ;
2. Mặt nạ không độc;
3. Kính bảo hộ;
4. Bảo hộ tai;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Phiếu sản phẩm MSD;
3. Điều chỉnh theo từng quốc gia.
Có một số tiêu chuẩn an toàn bổ trợ theo quá trình sơn; các quy tắc an toàn phải được theo dõi, các điều kiện và thực tế không an toàn phải được báo cáo cho người quản lý.
IV
Làm sạch bằng phun cát
Phương pháp, thiết bị kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
2. Làm sạch và làm khô chất mài mòn;
3. Kiểm tra mài mòn lặp;
4. Kiểm tra không khí nén;
5. Áp suất khí nén ở đầu phun;
1. Phân loại bằng sàng và quan sát trực tiếp;
2. Quan sát trực tiếp;
3. Kiểm tra với nước;
4. Bàn thấm trắng;
5. Thiết bị kiểm tra áp suất.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
V
Xử lý bề mặt
Phương pháp, thiết bị kiểm tra
1. Loại bỏ bụi và hạt mài mòn;
2. Mức độ làm sạch bề mặt;
3. Đo độ nhám
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Quan sát trực tiếp;
2. Tiêu chuẩn hình ảnh và xác định bằng văn bản;
3. Bản sao và máy so độ nhám bề mặt;
4. Thiết bị đo độ dày bằng từ trường
Xử lý bề mặt là quá trình quan trọng ảnh hưởng tới chất lượng của màng sơn. Các chi tiết được xác định từng mức độ theo thời gian sử dụng và loại sơn sử dụng. Độ nhám bề mặt – Độ nhám bề mặt của kim loại trên có ảnh hưởng có ích đến hiệu suất của màng sơn nếu nó có thể làm tăng khả năng bám dính của màng trên vùng đó.
VI
Thi công sơn
Phương pháp, thiết bị kiểm tra
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Thời gian chuẩn bị bề mặt đến khi sơn;
2. Độ nhớt sơn;
3. Kiểm tra không khí nén;
4. Điểm bao phủ bảo vệ;
5. Thời điểm bắt đầu sơn;
6. Độ sạch không khí xung quanh;
7. Giám sát nhiệt độ và độ ẩm không khí;
8. Quá trình pha trộn sơn;
9. Quan sát bước đầu;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11. Độ dày màng- ướt, - khô;
12. Theo dõi thời gian sơn lại;
13. Làm sạch lớp sơn;
14. Khuyết tật của màng sơn….
1. Ghi lại;
2. Cốc đo độ nhớt theo Test D 4214;
3. Bàn thấm trắng
4. Quan sát trực tiếp;
5. Ghi lại;
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
7. Ẩm kế;
8. Ghi lại thứ tự trộn hợp các thành phần sơn;
9. Quan sát trực tiếp;
10. Quan sát trực tiếp
11. Thiết bị đo độ dày màng;
12. Ghi lại thời gian hoàn thành;
13. Quan sát trực tiếp;
14. Thiết bị xác định lỗ khuyết màng.
Nhiều yếu tố quan trọng để đảm bảo chất lượng thi công sơn. Các chi tiết được ghi lại trong hướng dẫn này. Đặc biệt, cần chú ý: Khảo sát độ dày màng khô là quan trọng nhất vì khả năng bảo vệ vật liệu quan hệ trực tiếp tới độ dày màng. Có hai cách xác định độ dày màng, phá hủy hoặc không phá hủy.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
Ghi kết quả
Phương pháp, thiết bị kiểm tra
1. Ghi toàn bộ kết quả, người thi công sơn, Nhà sản xuất, hỗn hợp, điều kiện bảo quản….
2. Ghi lại quan sát theo các mục I, II, IV, V và VI
1. Sổ ghi kết quả
Lưu lại sổ kết quả ghi đầy đủ các hoạt động giữa người giám sát và người thực hiện hợp đồng chủ yếu để tránh tranh cãi trong hợp đồng. Tất cả các chi tiết của từng bước trong quá trình sơn cần được ghi lại cẩn thận.
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
1. Phạm vi áp dụng
2. Tài liệu viện dẫn
3. Ý nghĩa và ứng dụng
4. Chuẩn bị kiểm tra
5. Phương pháp và yêu cầu chuẩn bị bề mặt
6. Bảo quản và xử lý sơn
7. Xem xét điều kiện về thời tiết
8. Thi công màng sơn
9. Thi công bằng phương pháp phun
...
...
...
Mọi chi tiết xin liên hệ: ĐT: (028) 3930 3279 DĐ: 0906 22 99 66
11. Thiết bị kiểm tra
PHỤ LỤC A
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
(Không có nội dung)
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
-
Ban hành: {{m.News_Dates_Date}} Hiệu lực: {{m.News_EffectDate_Date}} Tình trạng: {{m.TinhTrang}} Cập nhật: {{m.Email_SendDate_Date}} Ban hành: {{m.News_Dates_Date}}Hiệu lực: {{m.News_EffectDate_Date}}Tình trạng: {{m.TinhTrang}}Cập nhật: {{m.Email_SendDate_Date}}
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây
Vì chưa Đăng Nhập nên Bạn chỉ xem được Thuộc tính của Văn bản. Bạn chưa xem được Hiệu lực của Văn bản, Văn bản Liên quan, Văn bản thay thế, Văn bản gốc, Văn bản tiếng Anh,...
Nếu chưa có Tài khoản, mời Bạn Đăng ký Tài khoản tại đây